-
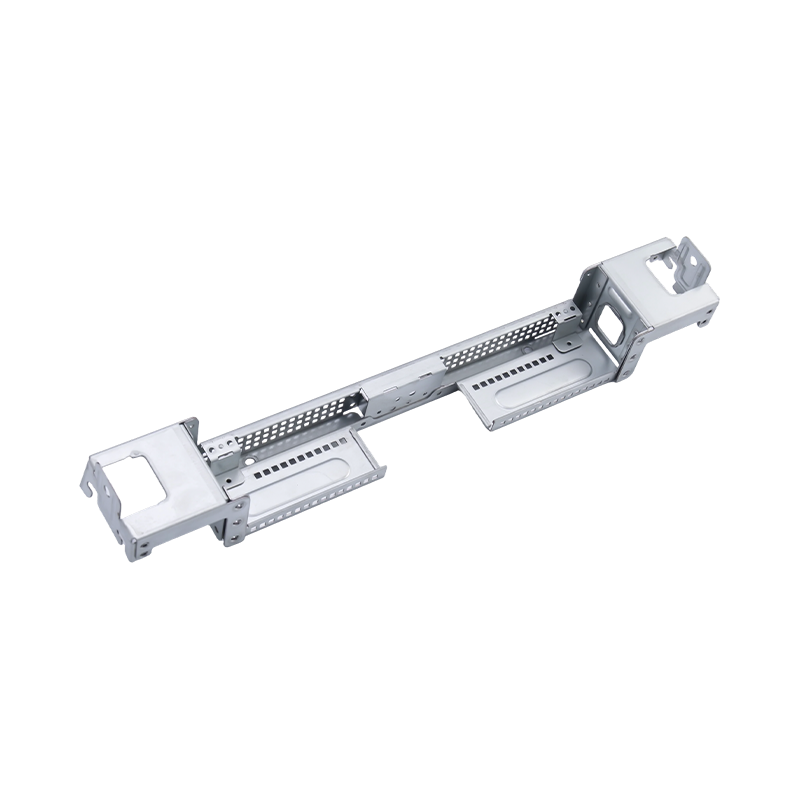
Laptop stämpling delar
Våra stämplingsdelar för bärbara datorer är pre...
-
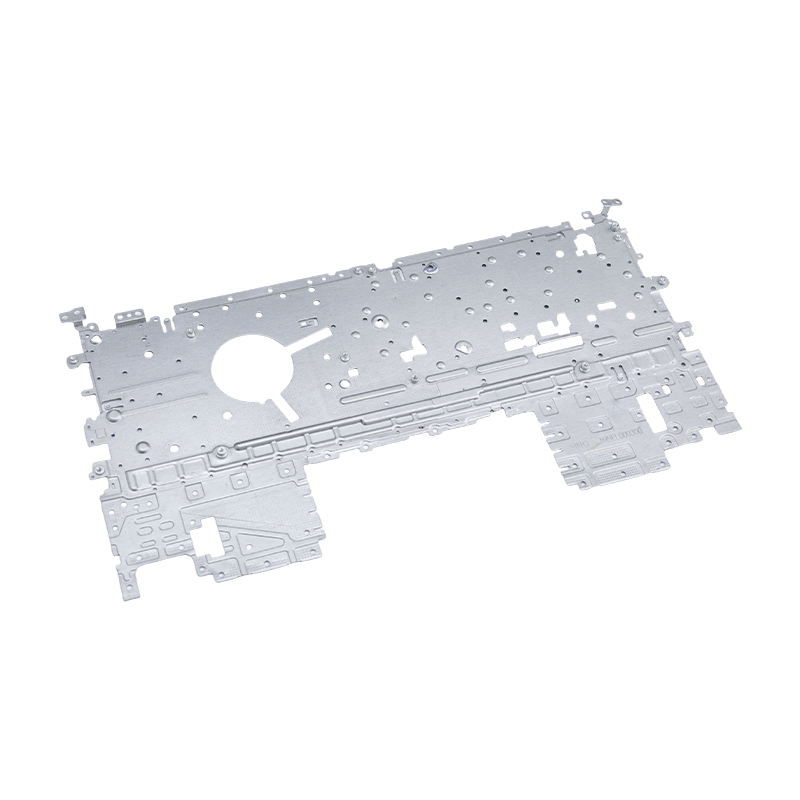
High-end stora datorstämplingsdelar
Våra avancerade stora datorstämplingsdelar är p...
-
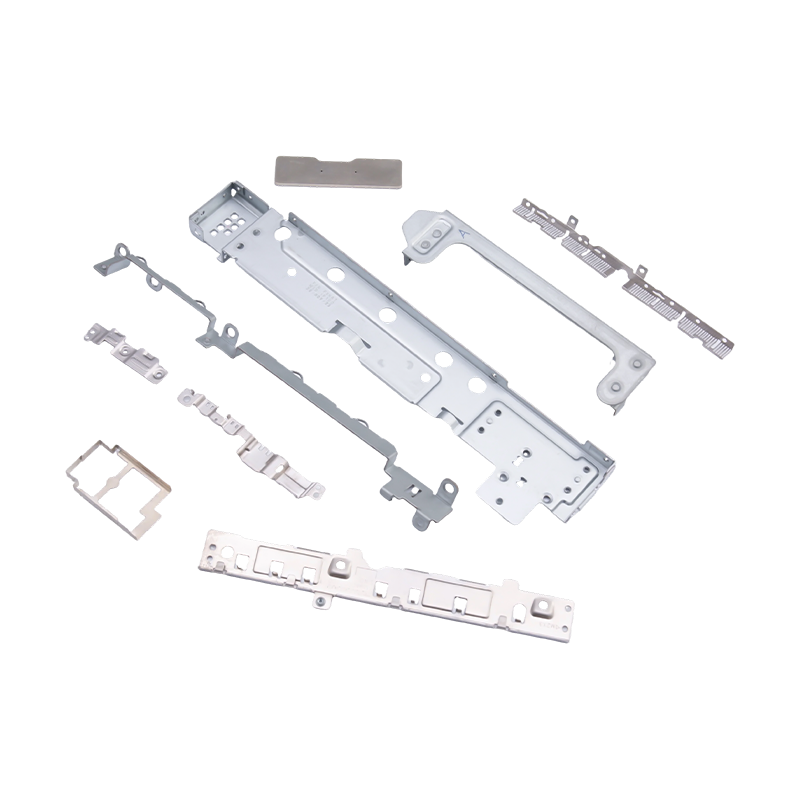
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
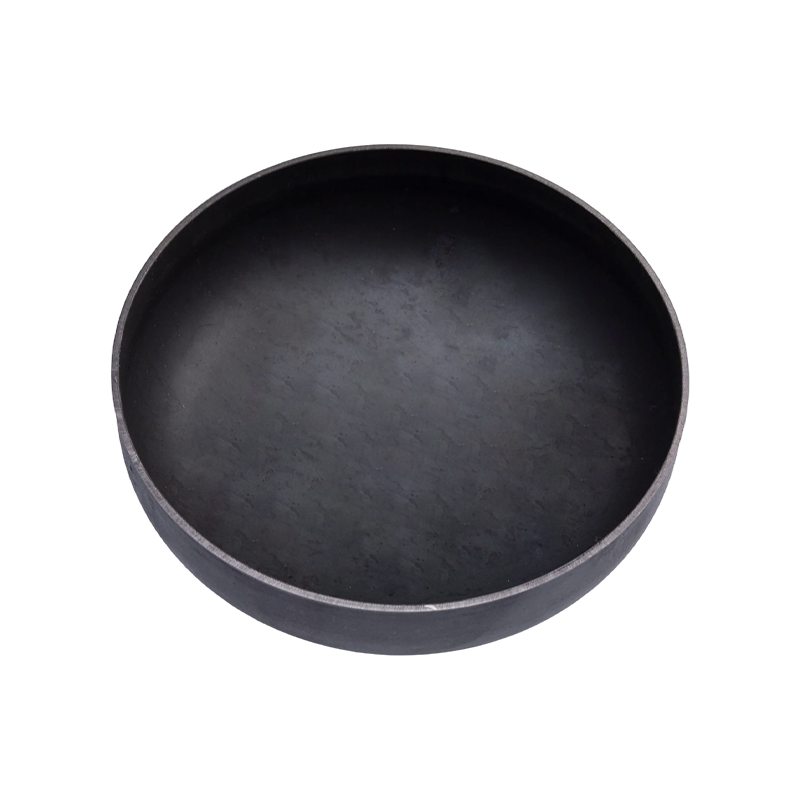
Gastank ändstämpling delar
Gastankändstämplingsdelar är kärnstrukturella k...
-

Tung lastbil stämpling delar
Våra stämplingsdelar för tunga lastbilar är pre...
Branschnyheter
Hem / Nyheter / Branschnyheter / Vilka är de viktigaste skillnaderna mellan mikrostämpling och elektroniska standarddelar?
Vilka är de viktigaste skillnaderna mellan mikrostämpling och elektroniska standarddelar?
2026-03-09
Förstå elektroniska stämplingsdelar och deras roll i modern elektronik
Elektroniska stämplingsdelar är precisionsmetallkomponenter tillverkade genom en progressiv eller överföringsstansningsprocess där platt metallplåt eller spolmaterial gradvis formas, stansas, böjs och formas av härdade formsatser för att producera färdiga delar med snäva dimensionstoleranser. Dessa komponenter utgör den strukturella och elektriska grunden för praktiskt taget alla elektroniska enheter som tillverkas idag - från konsumentsmartphones och bärbara datorer till fordonskontrollmoduler, medicinska implantat och industriella sensorer. Kategorin omfattar ett enormt utbud av komponenttyper inklusive terminaler, kopplingar, skärmar, fästen, kontakter, blyramar, värmespridare och fjäderelement, som alla delar den gemensamma egenskapen att de är gjorda av metallplåt snarare än bearbetade av fast material eller gjutna av smält metall. Inom det breda universum av elektroniska stämplingdelar representerar distinktionen mellan mikrostämpling och standardstämpling en av de mest praktiskt betydelsefulla skiljelinjerna i tillverkningskapacitet, processkrav och lämplighet för slutanvändning.
Definiera standard elektroniska stämplingsdelar: dimensioner och möjligheter
Elektroniska stämplingsdelar av standardtyp upptar stämplingsindustrins breda medelväg, och omfattar komponenter med funktionsstorlekar och materialtjocklekar som konventionella progressiva stansverktyg och standardpressar på ett tillförlitligt sätt kan producera vid hög volym. I praktiska termer tillverkas vanliga elektroniska stämplingsdelar vanligtvis av plåt med tjocklekar som sträcker sig från cirka 0,15 mm till 3,0 mm, med stansade hål, formade detaljer och böjradier som är dimensionerade i tiondels millimeter snarare än mikron. Dimensionstoleranser på vanliga elektroniska stämplingsdelar ligger i allmänhet inom intervallet ±0,05 mm till ±0,1 mm, vilket kan uppnås med välskötta konventionella verktyg på pressutrustning, från 25-tons bänkenheter till 400-tons överföringspressar för större komponenter.
Materialutbudet för vanliga elektroniska stämplingsdelar är brett och inkluderar kallvalsat stål, rostfritt stål av sorterna 301 och 304, kopparlegeringar som C110, C194 och C260 mässing, aluminiumlegeringar 1100 och 3003 samt nickelsilver. Ytbehandlingsalternativ inklusive galvanisering med tenn, nickel, silver eller guld appliceras rutinmässigt på vanliga elektroniska stämplingsdelar för att uppnå kontaktresistans, korrosionsbeständighet och lödbarhetsegenskaper som krävs för deras specifika krets eller mekaniska funktion. Produktionsvolymer för vanliga elektroniska stämplingsdelar kan variera från tusentals till hundratals miljoner stycken per år, med progressiva verktygsverktyg som möjliggör cykelhastigheter på 100 till 800 slag per minut beroende på detaljens komplexitet och pressstorlek.
Vad definierar mikrostämpling och var det avviker från standardpraxis
Mikrostämpling kommer in i bilden när dimensionskraven för elektroniska stämplingsdelar överstiger vad standardverktyg och processkontroller tillförlitligt kan leverera. Även om det inte finns någon allmänt överenskommen tröskel, förstås mikrostämpling i allmänhet att börja när materialtjockleken sjunker under 0,1 mm, när stansade detaljer närmar sig eller överstiger ett förhållande på 1:1 med materialtjockleken (vilket betyder håldiametrar lika med eller mindre än plåttjockleken som stansas), eller när de övergripande delmåtten mäts i ensiffrig till siffrig siffra. ±0,005 mm till ±0,02 mm. I denna skala kräver de fysiska lagarna som styr metalldeformation, verktygsslitage och pressdynamik fundamentalt olika tillvägagångssätt för formdesign, val av press, processkontroll och kvalitetsinspektion jämfört med standardtillverkning av elektroniska stämplingsdelar.
Elektronikindustrins obevekliga strävan mot miniatyrisering är den främsta kraften som expanderar marknaden för mikrostämplade elektroniska stämplingsdelar. Smartphone-kontakter, hörapparatkomponenter, bärbara sensorhöljen, ledningskontakter för hjärtpacemaker, MEMS-enhetsförpackningar och IC-ledningsramar med fin stigning kräver alla mikrostämplade funktioner som helt enkelt inte kan produceras enligt specifikation med konventionella stämplingsmetoder. Klyftan mellan vad standard och mikrostämpling kan åstadkomma har blivit större i takt med att miniatyriseringen av enheter har accelererat, vilket gör skillnaden mellan dessa två kategorier alltmer kommersiellt och tekniskt betydelsefull.
Verktygsdesign och formkonstruktion: där skillnaderna är mest uttalade
Formverktygen som används för att tillverka mikrostämplade elektroniska stämplingsdelar skiljer sig från standardverktyg i nästan varje aspekt av dess design, materialspecifikation och tillverkningsprocess. Standard progressiva stansar för elektroniska stansningsdelar är konstruerade av verktygsstål som D2, M2 eller DC53, med stans- och stansavstånd vanligtvis inställda på 5–10 % av materialtjockleken per sida. Vid standarddimensioner kan dessa spelrum uppnås med konventionell CNC-slipning och EDM-trådskärningsutrustning, och de resulterande verktygen kan producera miljontals delar innan de behöver rekonditioneras.
Mikrostansformar för elektroniska miniatyrstämplingsdelar kräver spelrum mätt i ensiffriga mikron - ibland så lite som 1–3 mikron per sida för de finaste egenskaperna - krävande formkomponenter tillverkade på ultraprecisionsslipmaskiner och profil EDM-utrustning som kan hålla toleranser på ±0,001 mm eller bättre. Stansdiametrar för mikrostämplade detaljer kan vara så små som 0,05 mm, i vilken skala stansen är mekaniskt ömtålig och känslig för avböjning under de sidokrafter som genereras under stansningen. Formkonstruktörer kompenserar genom styrbussningsarrangemang som stöder stansen nära skärytan, reducerade stansinloppslängder som minimerar den ostödda stanslängden och kontrollerad stans-till-stans-inriktning som uppnås genom precisionsjordstyrningspelare och -bussningar med spel på mikronnivå.
Hårdmetallverktyg - speciellt volframkarbidkvaliteter valda för sin kombination av hårdhet, seghet och tryckhållfasthet - är i huvudsak obligatoriskt för tillverkning av mikrostämplade elektroniska stämplingsdelar. Slitagehastigheten för verktygsstål vid stansdimensioner i mikroskala skulle göra verktyget ekonomiskt olämpligt inom en kort produktionsserie. Hårdmetallformar, även om de är betydligt dyrare att tillverka än motsvarande verktygsstål, ger den slitstyrka och dimensionella stabilitet som krävs för att bibehålla egenskapsstorlek och kantkvalitet över de miljontals slag som krävs för kostnadseffektiv tillverkning av mikrostämplade elektroniska stämplingsdelar.
Krav på pressutrustning och processkontroll
Den pressutrustning som används för mikrostämplade elektroniska stämplingsdelar skiljer sig väsentligt från standardspecifikationer för stämpelpress. Standardtillverkning av elektroniska stämplingsdelar tolererar en grad av pressramsavböjning, glidparallellism och dynamisk vibration som skulle vara katastrofal i mikroskala. Mikrostämplingspressar är byggda för avsevärt snävare glidstyrningsspecifikationer - typiskt 0,003 mm eller bättre parallellitet - med hjälp av hydrostatiska eller precisionsrullagersglidstyrningar som bibehåller konsekvent stängningshöjd oavsett excentrisk belastning från asymmetriska delens geometrier.
Servodrivna mikrostämplingspressar erbjuder särskilda fördelar för tillverkning av elektroniska precisionsstämplingsdelar i mikroskala. Möjligheten att programmera godtyckliga glidrörelseprofiler - långsam kontakt för känsliga egenskaper, snabb återgång för cykeltidsoptimering, kontrollerad uppehåll vid nedre dödpunkten för myntningsoperationer - ger en nivå av processflexibilitet som vevdrivna mekaniska pressar inte kan matcha. Servopressar eliminerar också de energitoppar som är förknippade med svänghjulsdrivna mekaniska pressar, vilket minskar vibrationer som överförs till formen och förbättrar dimensionskonsistensen över långa produktionsserier av mikrostämplade elektroniska stämplingsdelar.
Jämförelse sida vid sida av nyckelegenskaper
Tabellen nedan ger en strukturerad jämförelse av de huvudsakliga skillnaderna mellan mikrostämpling och standardprocesser för elektronisk stämpling av delar över de dimensioner som är mest relevanta för designingenjörer och inköpsspecialister:
| Karakteristiskt | Standard elektroniska stämplingsdelar | Mikrostämplade elektroniska stämplingsdelar |
| Materialtjockleksområde | 0,15 mm – 3,0 mm | 0,01 mm – 0,1 mm |
| Dimensionell tolerans | ±0,05 mm – ±0,1 mm | ±0,005 mm – ±0,02 mm |
| Formspel per sida | 5–10 % av materialtjockleken | 1–3 mikron absolut |
| Verktygsmaterial | Verktygsstål (D2, M2, DC53) | Volframkarbid |
| Tryck typ | Mekanisk / hydraulisk | Precisionsservo / hydrostatisk guide |
| Typisk slagfrekvens | 100–800 spm | 200–1 500 spm (servooptimerad) |
| Inspektionsmetod | CMM, optisk komparator | Synsystem, SEM, konfokalmikroskopi |
| Verktygskostnad | Måttlig | Hög till mycket hög |
Materialvalsskillnader för elektroniska stämplingsdelar i mikroskala
Materialval för mikrostämplade elektroniska stämplingsdelar innebär ytterligare begränsningar utöver de som gäller för standardkomponenter. Vid tjocklekar under 0,1 mm blir metallens mikrostruktur direkt relevant för stansningsbeteende - kornstorlek i förhållande till materialtjocklek kan orsaka inkonsekvent deformation, gradbildning och variation i kantkvalitet som skulle vara försumbar vid standardtjocklekar. Mikrostämplingstillämpningar specificerar vanligtvis material med kontrollerade kornstrukturer, ofta betecknade med ASTM- eller JIS-finkornsspecifikationer, för att säkerställa konsekvent metallflöde och skärkantskvalitet under stämplingsoperationen.
Kopparlegeringar är fortfarande de vanligaste ledarmaterialen för mikrostämplade elektroniska stämplingsdelar, särskilt C194 (koppar-järn-fosfor) och C7025 (koppar-nickel-kisel) kvaliteter som erbjuder god elektrisk ledningsförmåga kombinerat med fjäderegenskaperna och formbarheten som behövs för miniatyrkontakt- och terminalapplikationer. Berylliumkopparlegeringar, särskilt C17200 i lösningsglödgat tillstånd, är specificerade för mikrostämplade fjäderkontakter där maximal elastisk avböjning under belastning krävs, även om deras bearbetning kräver noggrann uppmärksamhet på hälso- och säkerhetskontroller under stämpling och efterbehandling.
Kvalitetsinspektion och mätningsutmaningar i mikroskala
För att verifiera dimensionsöverensstämmelse för mikrostämplade elektroniska stämplingsdelar kräver inspektionsutrustning och metoder som går långt utöver standarden för koordinatmätmaskiner och optiska komparatorer i de flesta präglingskvalitetslaboratorier. Funktionsstorlekar mätt i tiotals mikron kräver beröringsfria optiska mätsystem - vanligtvis automatiserade visionsystem med submikronupplösningsmål och telecentrisk optik - som kan mäta hundratals funktioner per del i sekunder vid produktionslinjehastigheter. För de mest kritiska dimensionerna ger svepelektronmikroskopi (SEM) den upplösning som behövs för att karakterisera kantkvalitet, gradhöjd och yttillstånd på en detaljnivå som är ouppnåelig med ljusoptik.
Statistisk processkontroll för mikrostämplade elektroniska stämplingsdelar måste implementeras på en nivå av rigoritet som går utöver de typiska SPC-programmen som tillämpas på standardtillverkning av elektroniska stämplingsdelar. Formslitage i mikroskala ger dimensionella drifthastigheter som kan överskrida toleransgränserna inom ett enda produktionsskift snarare än under flerdagarsproduktionen som är typisk för standardverktyg. SPC i realtid med automatiserad återkoppling till pressparametrar – justering av stängningshöjd, matningsförlopp och smörjtillförsel som svar på uppmätta dimensionstrender – är alltmer standardpraxis inom ledande mikrostämplingsoperationer inom precisionselektroniksektorn.
Välj mellan mikro- och standardelektroniska stämplingsdelar för din applikation
Beslutet mellan att specificera mikrostämplade eller vanliga elektroniska stämplingsdelar bör styras av objektiva funktionskrav snarare än av antagandet att snävare toleranser alltid ger bättre produkter. Standard elektroniska stämplingsdelar är lämpliga närhelst applikationens dimensionella, elektriska och mekaniska prestandakrav kan uppfyllas inom kapacitetsramen för konventionell stämpling - och i de flesta elektroniska monteringstillämpningar kan de göra det. Den betydligt lägre verktygskostnaden, bredare leverantörsbas och enklare kvalitetsstyrning i samband med standard elektroniska stämplingsdelar representerar genuina fördelar som inte bör avstås utan tydliga funktionella motiveringar.
Mikrostämpling bör specificeras när miniatyrisering är en äkta designdrivkraft – när reducerade komponentdimensioner möjliggör meningsfulla förbättringar av enhetens prestanda, integrationstäthet eller slutanvändarens upplevelse som motiverar den högre verktygsinvesteringen och mer komplex hantering av leveranskedjan. Tillämpningar inklusive ultraminiatyrkontakter för implanterbara medicinska apparater, sub-millimeter fjäderkontakter för bärbara sensorer, ledningsramar med fin stigning för avancerade IC-paket och precisionsskärmande komponenter för RF-känsliga moduler representerar alla fall där kapaciteten hos mikrostämplade elektroniska stämplingsdelar ger funktionsvärde som inte kan replikeras i standardskala.

Tidigare inlägg
Metallstämplingsdelar för fordon och hushållsapparater: processer, material och kvalitetsstandarder
Nästa inlägg
Vad är skillnaden mellan traditionella och simuleringsoptimerade bilstämpelmatriser?
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
