
-
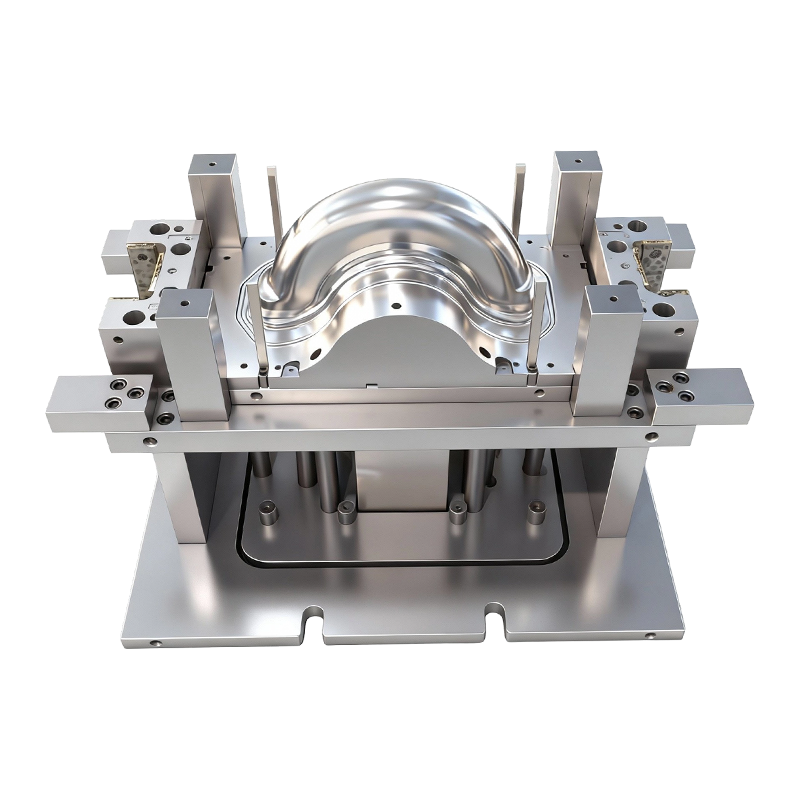
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
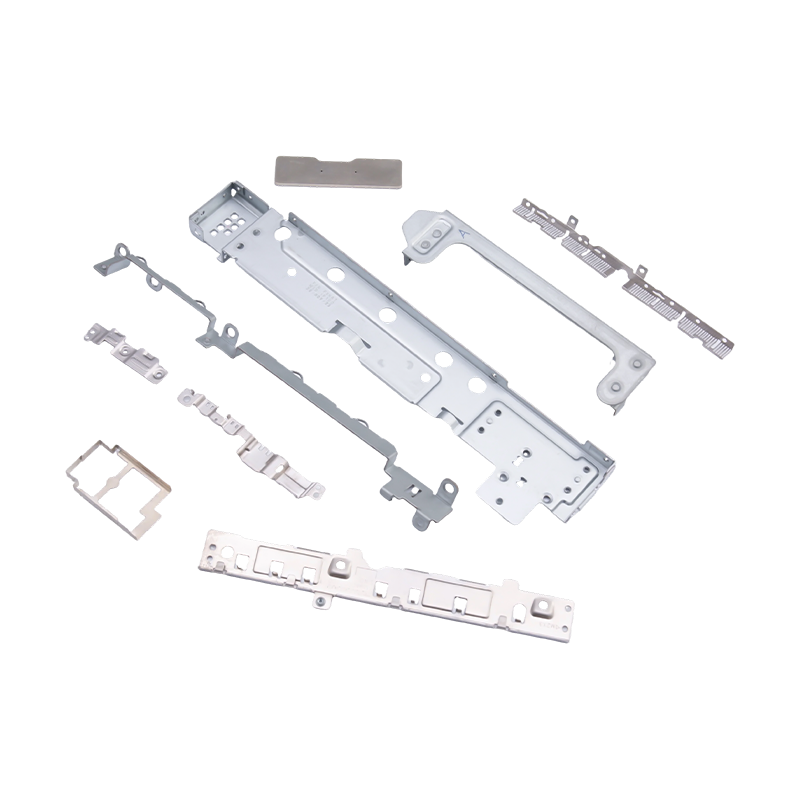
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
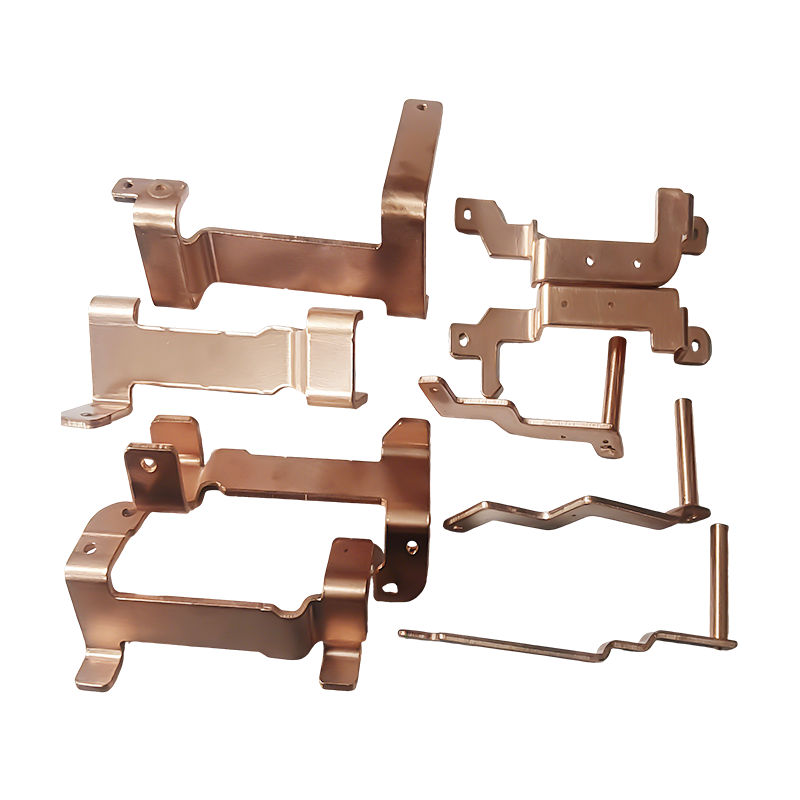
Nya energifordon, kopparstämplingsdelar
Nya energifordon med kopparstämplingsdelar är l...
-
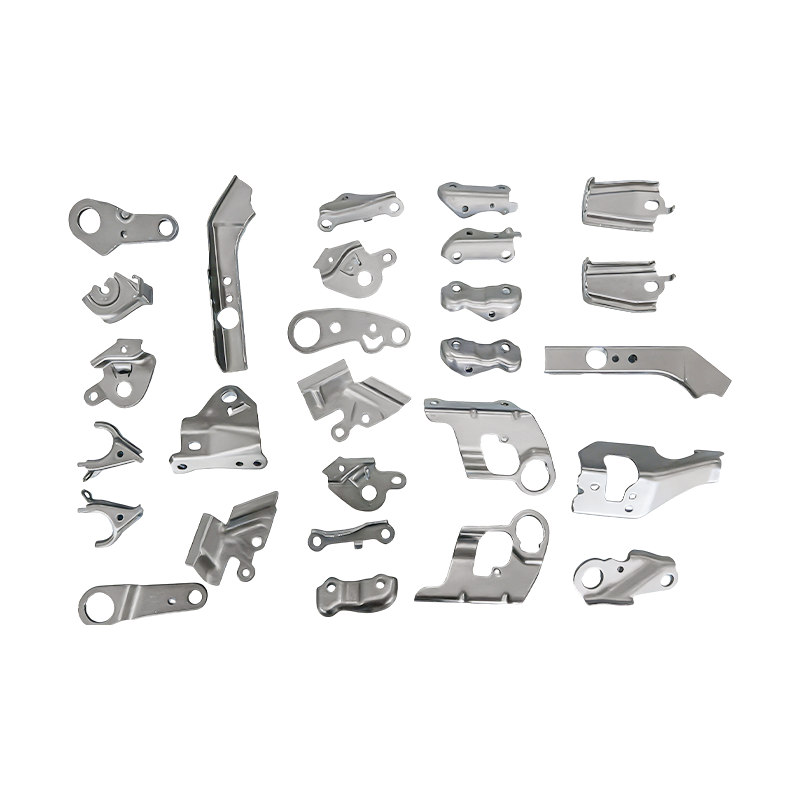
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
-
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
Branschnyheter
Hem / Nyheter / Branschnyheter / Metallstämplingsdelar för fordon och hushållsapparater: processer, material och kvalitetsstandarder
Metallstämplingsdelar för fordon och hushållsapparater: processer, material och kvalitetsstandarder
2026-03-16
Vad är stämplingstillverkning?
Stämplingstillverkning är en kallformande metallbearbetningsprocess där platt plåt matas in i en stämplingspress utrustad med en anpassad formsats, och mekanisk eller hydraulisk kraft appliceras för att skära, böja, dra eller prägla materialet till en exakt definierad form. Processen omfattar en bred familj av operationer – stansning, håltagning, formning, djupdragning, myntning och progressiv formstansning – var och en lämpad för olika geometrier, materialtjocklekar och produktionsvolymer. Det som förenar alla dessa operationer är den grundläggande fördelen med stämpling: förmågan att producera stora mängder av dimensionellt konsekventa metallstämplingsdelar med hög hastighet och låg kostnad per enhet, med minimalt materialspill jämfört med subtraktiva bearbetningsmetoder.
Modernt stämplingstillverkning förlitar sig på servodrivna och hydrauliska pressar som sträcker sig från 20 till över 2 000 ton kraft, parat med precisionsverktyg tillverkade med toleranser mätt i mikrometer. Datorstödd formdesign och simuleringsmjukvara gör att ingenjörer kan förutsäga metallflöde, återfjädring och uttunning innan ett enda stycke stål skärs, vilket dramatiskt minskar verktygsutvecklingscykler och avvisningsfrekvenser för första artikeln. Resultatet är en tillverkningsdisciplin som kan leverera metallstämplade delar som uppfyller de krävande dimensionella och strukturella kraven inom så olika sektorer som hemelektronik, hushållsapparater och fordonsteknik.
Kärnprocesser inom stämpeltillverkning
Att förstå de specifika operationerna som utgör stämpeltillverkning hjälper inköpsingenjörer och produktdesigners att välja den mest kostnadseffektiva metoden för en given komponentgeometri och produktionsvolym. De huvudsakliga processkategorierna har var och en distinkta verktygskrav och utgångsegenskaper.
Progressiv stansning
Progressiv formstansning matar en metallremsa genom en serie stationer inom en enda formsats, där varje station utför en operation - stansning, hackning, böjning eller formning - allteftersom remsan flyttas fram. När remsan lämnar slutstationen separeras fullständigt formade metallstämplingsdelar från bärremsan och samlas upp. Detta tillvägagångssätt är mycket effektivt för små till medelstora delar som produceras i mycket stora volymer, såsom terminalanslutningar, konsolklämmor och monteringsutrustning för apparaten, eftersom hela sekvensen går i presshastighet utan manuell detaljhantering mellan operationerna.
Djupteckning
Djupdragning omvandlar ett platt metallämne till ett ihåligt, sömlöst skal genom att trycka in det i en formhålighet med hjälp av en stans. Processen är grundläggande för produktionen av cylindriska och lådformade komponenter inklusive tvättmaskinens innerbaljorsfästen, dryckesburkar och bilbränsletankhus. Materialval är avgörande vid djupdragning: metallen måste uppvisa tillräcklig formbarhet och gynnsamma formningsförhållanden för att genomgå den stora plastiska deformation som krävs utan att rivas eller skrynklas. Lågkolhaltigt stål, aluminiumlegeringar och rostfritt stål är de vanligaste djupdragna materialen i präglingsapplikationer för apparater och bilar.
Fin blankning
Finstansning är en specialiserad stämplingsprocess som producerar delar med klippta kanter av exceptionell jämnhet och planhet, vilket eliminerar de sekundära efterbehandlingsoperationer som konventionell stansning kräver. Genom att applicera ett mottryck och en stiftringskraft samtidigt med stanskraften, håller fin stansning materialet i ett tillstånd av tryckspänning under hela skjuvningsprocessen, vilket ger snittytor som är släta över nästan hela materialtjockleken. Detta gör finblankning till den föredragna processen för bromsokkomponenter och sätesfästen i biltillämpningar, där kantkvalitet direkt påverkar utmattningslivslängden och monteringspassningen.
Metallstämpeldelar vid tillverkning av hushållsapparater
Hushållsapparater representerar en av de största applikationsdomänerna för metallstämplingsdelar. Kombinationen av strukturell komplexitet, krav på dimensionell överensstämmelse och kostnadskänslighet vid apparattillverkning är exakt i linje med vad stämpeltillverkning levererar. Över produktkategorier hanterar stämplade komponenter lastbärande, uppriktnings- och kapslingsfunktioner som definierar apparatens långsiktiga tillförlitlighet.
I kylskåp ger dörrkarmar tillverkade genom rullformning och progressiv formstansning den styva omkretsen som stöder dörrens vikt, bibehåller packningens tätningsytor och rymmer gångjärnens fästpunkter. Dimensionsnoggrannheten i dessa ramar påverkar direkt dörrinriktningen och energieffektiviteten - en dörrkarm som är utom tolerans med till och med en bråkdel av en millimeter kan ge en packningsläcka som ökar kompressorns cykelfrekvens och energiförbrukning. Tvättmaskinens inre konsoler, vanligtvis tillverkade av galvaniserad eller rostfri stålplåt, måste motstå obalansbelastningar i hög hastighet och upprepad termisk cykling utan utmattningsfel. Luftkonditioneringens chassipaneler bildar utomhusenhetens strukturella skelett och håller kompressorer, fläktar och värmeväxlare i ett exakt rumsligt förhållande samtidigt som de motstår vibrationer och väderexponering.
Den konsekventa tjockleken och snäva toleranserna hos metallstansdelarna minskar monteringsluckor i alla dessa applikationer, förenklar den slutliga monteringsprocessen, minskar behovet av justerbara fästelement eller shimsoperationer och förbättrar den färdiga produktens kosmetiska kvalitet.
Metallstämplingsdelar i fordonstillämpningar
Bilindustrin är den enskilt största konsumenten av metallstämplade delar globalt, med ett typiskt passagerarfordon som innehåller flera hundra enskilda stämplade komponenter, allt från karosspaneler mätt i kvadratmeter till precisionsbromskomponenter mätt i millimeter. Tillverkning av bilstämplingar arbetar under de strängaste standarderna för dimensionella och mekaniska egenskaper för alla kommersiella tillämpningar, eftersom konsekvenserna av komponentfel sträcker sig till passagerarnas säkerhet och efterlevnad av regelverk.
Förstärkningar av karosspaneler – de inre strukturella delarna som gör dörrbeklädnad, takpaneler och huvenheter styva – produceras genom en kombination av djupdragning, sträckformning och återstötningsoperationer. Dessa komponenter måste uppnå exakt konturgeometri för att säkerställa korrekt passning med ytterpaneler och exakt svetsflänspositionering för montering av kropp i vitt. Höghållfast stål och avancerade höghållfasta stålsorter används alltmer i karossförstärkningar för att uppnå den krockenergiabsorbering som krävs med minskad materialtjocklek och vikt.
Sätesfästen är en annan kritisk kategori av metallstämpeldelar för fordon. Dessa komponenter förankrar sätesstrukturen vid fordonets golv och måste motstå de statiska och dynamiska belastningar som definieras av krockskyddsstandarder för passagerare. Fint blankade eller precisionsstämplade sätesfästes komponenter ger den kantkvalitet och planhet som krävs för konsekvent bultmoment och pålitlig kopplingskraft under hela fordonets livslängd. Bromsokkomponenter, inklusive bromsokfästen och förankringsplattor, tillverkas med den dimensionella noggrannheten som säkerställer korrekt beläggsinriktning, jämnt beläggslitage och förutsägbar bromsprestanda över hela driftstemperaturområdet.
Materialval för metallstämplingsdelar
Prestandan hos metallstämplingsdelar är oskiljaktig från materialet från vilket de är gjorda. Stämpeltillverkning är kompatibel med ett brett utbud av metaller och legeringar, och valet av det optimala materialet kräver balansering av formbarhet, mekaniska egenskaper, korrosionsbeständighet och kostnad.
| Material | Nyckelegenskaper | Typiska applikationer |
| Lågkolhaltigt stål (DC01/DC04) | Utmärkt formbarhet, låg kostnad | Apparatchassi, fästen, kapslingar |
| Höghållfast stål (HSLA) | Hög sträckgräns, bra svetsbarhet | Kroppspanelförstärkningar, sitsstrukturer |
| Rostfritt stål (304/430) | Korrosionsbeständighet, ytfinish | Tvättmaskinsbaljor, apparatpaneler |
| Aluminiumlegering (5052/6061) | Lätt, korrosionsbeständig | Bilkarossdelar, kylflänsar |
| Galvaniserat stål | Zinkbeläggning, hållbarhet utomhus | Luftkonditioneringschassi, utomhusfästen |
Kvalitetskontroll vid stämplingstillverkning
Att upprätthålla dimensionell överensstämmelse över produktionsserier med stora volymer är den centrala kvalitetsutmaningen vid stämpeltillverkning. Formslitage, materialsatsvariationer, smörjningsinkonsekvens och pressbäddsavböjning kan alla introducera dimensionsförskjutning över tid, vilket gör systematisk mätning och processövervakning nödvändig för att producera metallstämplingsdelar som håller sig inom specifikationen över tusentals eller miljontals cykler.
Ledande stämplingstillverkare implementerar ett skiktat kvalitetssystem som kombinerar in-die-avkänning, statistisk processkontroll och koordinerad mätmaskininspektion. Viktiga rutiner för kvalitetskontroll inkluderar:
- Första artikelinspektion (FAI): Fulldimensionell verifiering av de första produktionsdelarna mot tekniska ritningar innan volymproduktion släpps.
- Provtagning under process: Periodisk mätning av kritiska dimensioner vid definierade produktionsintervall för att upptäcka verktygsslitage eller processdrift innan delar utanför toleransen ackumuleras.
- CMM-verifiering: Koordinatmätmaskiner tillhandahåller tredimensionella dimensionella data för komplexa formade ytor som inte kan verifieras med handmätare.
- Yt- och kantinspektion: Visuell och taktil inspektion för grader, sprickor, rynkor och ytdefekter som påverkar monteringspassningen eller utmattningslivslängden.
- Granskning av materialcertifiering: Testcertifikat för inkommande material verifieras mot specifikationskrav för draghållfasthet, sträckgräns, töjning och beläggningsvikt.
Varför stämplingstillverkning förblir det föredragna valet
Trots framväxten av alternativa formningstekniker inklusive laserskärning, hydroformning och additiv tillverkning, behåller stämpeltillverkningen sin dominerande ställning inom högvolymtillverkning av metallkomponenter av övertygande och hållbara skäl. Ekonomin med stämpling är i grunden gynnsam i skala: när verktygsinvesteringar har skrivits av är kostnaden per styck för en stansad metalldel vanligtvis en bråkdel av vad en alternativ process kan uppnå vid motsvarande volymer. Presshastigheter på hundratals slag per minut, kombinerat med automatiserad spolmatning och detaljhantering, möjliggör produktionshastigheter som ingen annan precisionsmetallformningsprocess kan matcha.
Utöver ekonomin förstärks de mekaniska egenskaperna hos metallstämplingsdelar av den kallbearbetningseffekt som är inneboende i stämplingsprocessen. Plastisk deformation under formningen ökar hårdheten och sträckgränsen hos materialet i de deformerade områdena genom arbetshärdning, vilket ger färdiga detaljer med bättre mekanisk prestanda än originalplåten. Denna effekt är särskilt värdefull i strukturella fordonskomponenter där styrka-till-vikt-förhållandet är en primär designfaktor. För tillverkare inom vitvaru- och fordonssektorn som söker pålitliga, kostnadseffektiva och dimensionellt exakta komponenter är stämpeltillverkning fortfarande den obestridda grunden för moderna leveranskedjor för metallkomponenter.
Tidigare inlägg
Metallstämpling och ritningsdelarguide
Nästa inlägg
Vilka är de viktigaste skillnaderna mellan mikrostämpling och elektroniska standarddelar?
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
