-
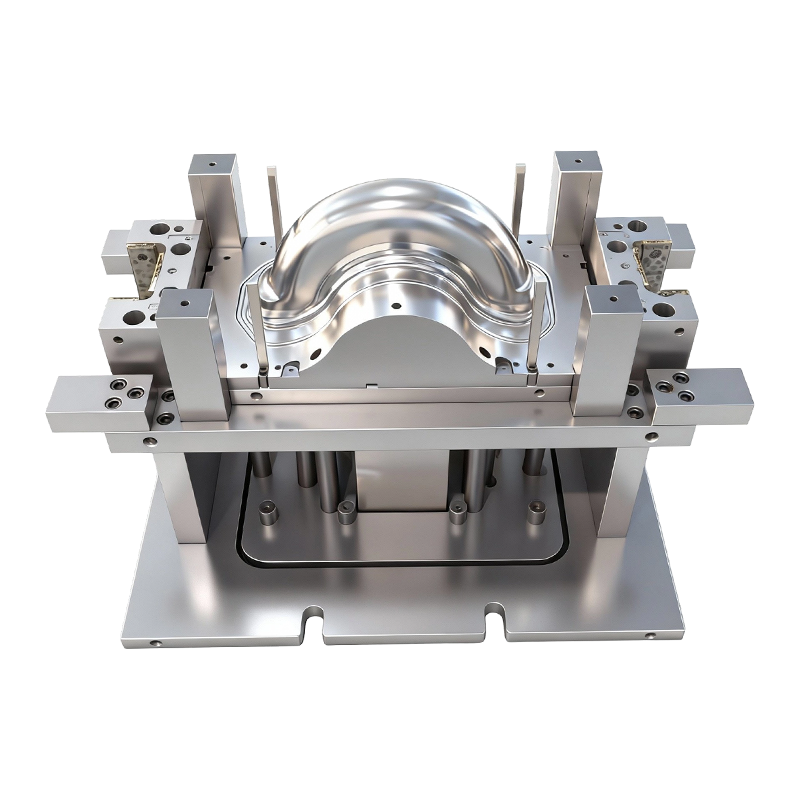
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
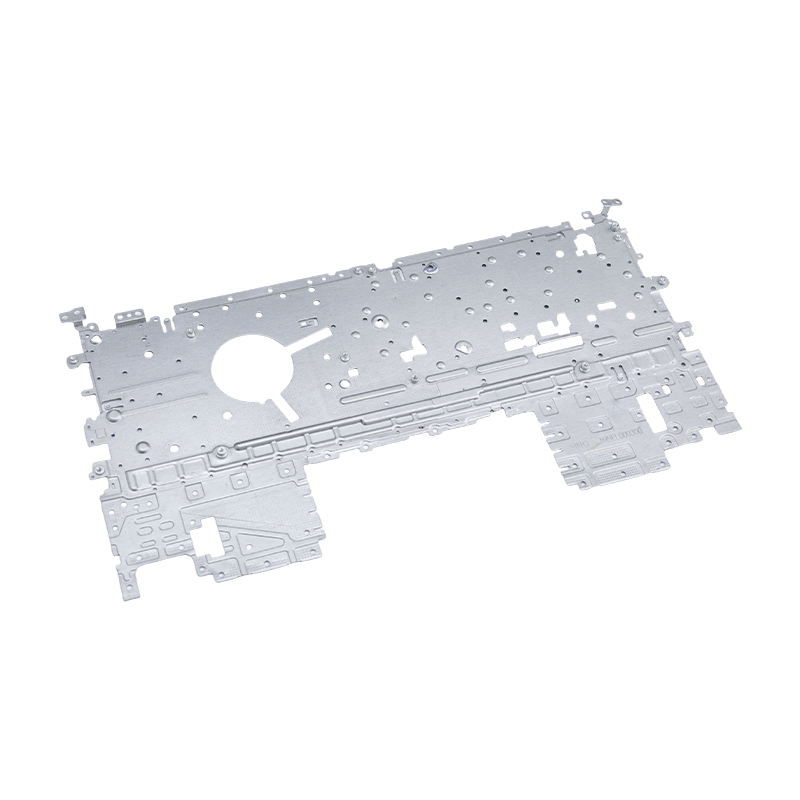
Laptop stämpling delar
Våra stämplingsdelar för bärbara datorer är pre...
-
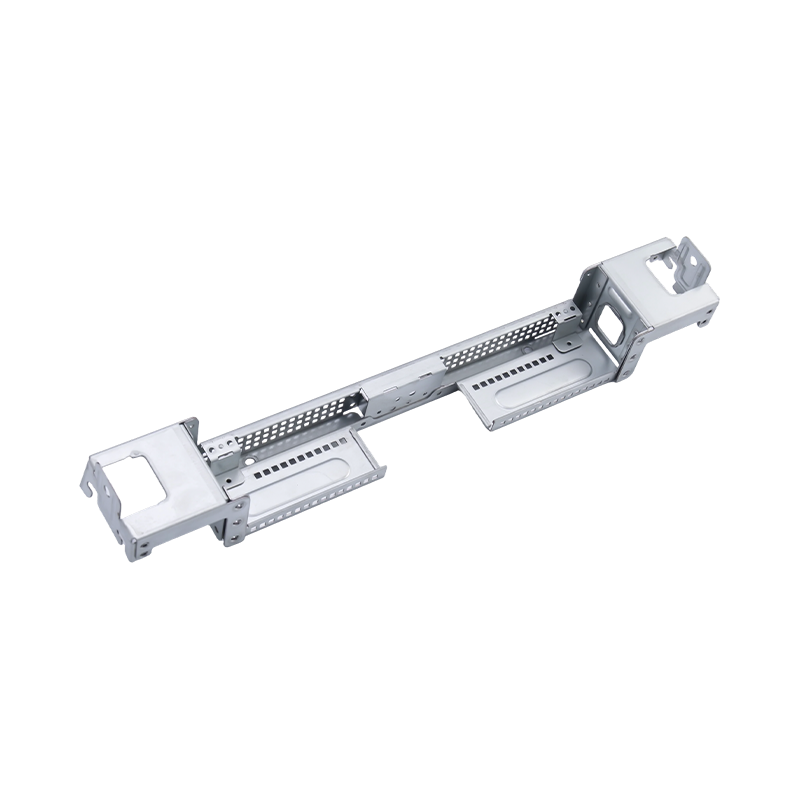
High-end stora datorstämplingsdelar
Våra avancerade stora datorstämplingsdelar är p...
-
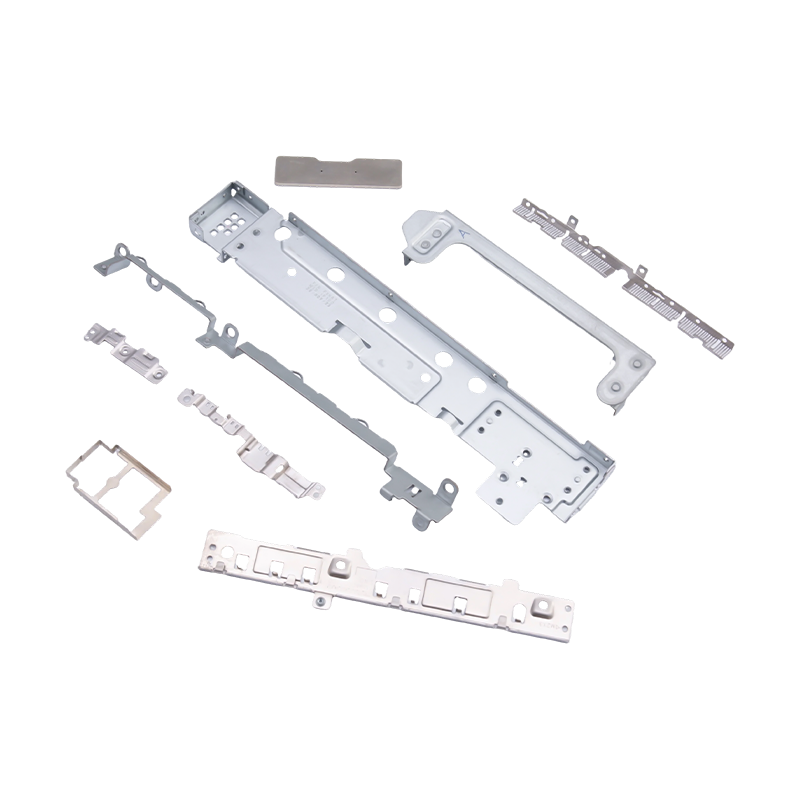
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
Gastank ändstämpling delar
Gastankändstämplingsdelar är kärnstrukturella k...
Branschnyheter
Metallstämpling och ritningsdelarguide
2026-03-23
Vad är metallstämplingsdelar och hur tillverkas de
Metallstämplade delar är precisionsformade metallkomponenter som produceras genom att applicera kontrollerad kraft genom en stanspress för att deformera plåt till en definierad form med hjälp av härdade verktygsstålformar. Processen omfattar en familj av operationer - stansning, håltagning, bockning, formning, prägling och prägling - som kan utföras individuellt i enstegsformar eller kombinerade i progressiva eller överföringsformar som fullbordar flera operationer i ett enda tryckslag. Resultatet är en komponent med konsekvent geometri, snäva dimensionstoleranser och ytfinishegenskaper som helt och hållet bestäms av formdesignen snarare än operatörens skicklighet, vilket gör stansning till en av de mest repeterbara och skalbara metallformningsprocesserna som är tillgängliga för tillverkare.
Ekonomin med metallstämpeldelar drivs av avskrivningar av formverktyg över höga produktionsvolymer. När verktygsinvesteringen väl är gjord, minskar kostnaden per styck för stansade komponenter snabbt med volymen – vilket gör stansning till den dominerande formningsprocessen för alla applikationer som kräver tusentals eller miljoner identiska metallkomponenter. För tillverkare av hushållsapparater som producerar miljontals enheter årligen och biltillverkare med hundratusentals modellserier, är kostnaden per del fördelen med stämpling framför bearbetning eller gjutning avgörande. Konsekvent tjocklek och snäva toleranser upprätthålls automatiskt av formgeometrin, vilket eliminerar den dimensionella variationen som kräver manuell inspektion och sortering i mindre exakta tillverkningsmetoder.
Metallritningskomponentprodukter: Processprinciper och möjligheter
Metallritningsdelar produceras genom djupdragning - en stansningsdelprocess där ett platt plåtämne dras radiellt in i en formningsform genom den mekaniska verkan av en stans, vilket skapar en ihålig, sömlös komponent med ett djup som överstiger dess diameter. Djupdragning är processen bakom cylindriska burkar, koppar, skal, höljen och kapslingar i praktiskt taget varje tillverkningsindustri. Till skillnad från bocknings- eller stansningsoperationer som klipper eller viker material, deformerar djupdragning metallen plastiskt genom att orsaka kontrollerat materialflöde från flänsområdet in i formhåligheten, vilket omvandlar platt plåt till tredimensionell form utan materialborttagning.
Kvaliteten på metalldragningsdelar beror på den exakta hanteringen av flera interagerande processparametrar: ämneshållarens kraft, stanshastighet, smörjning, materialduktilitet och dragförhållandet - förhållandet mellan ämnesdiameter och stansdiameter. Att överskrida materialets begränsande dragförhållande utan mellanglödgning orsakar skrynkling, rivning eller ojämnhet i väggtjockleken som gör delen oanvändbar. Moderna djupritningsoperationer använder finita element-simulering under formkonstruktionen för att förutsäga materialflöde och optimera processparametrar innan verktyg skärs, vilket avsevärt minskar utvecklingstiden och skroten som är förknippade med empiriska försök-och-fel-metoder.
Nyckelskillnader mellan stämpling och djupteckning
- Delens geometri — Metallstämplingsdelar är vanligtvis plana eller ytliga komponenter som produceras i ett enda pressslag, medan metalldragningsdelar är ihåliga, tredimensionella skal som produceras genom progressivt materialflöde över ett eller flera dragsteg.
- Materialspänningstillstånd — Stämpling utsätter i första hand materialet för drag-, tryck- eller böjpåkänningar i plåtens plan. Djupdragning skapar ett komplext biaxiellt spänningstillstånd - drag i väggen, tryck i flänsen - som kräver material med hög töjning och låga sträckgränsförhållanden för framgångsrik formning.
- Verktygskomplexitet — Djupdragningsdynor kräver exakt spelkontroll mellan stans och stans, ämneshållarsystem och ofta flera omdragningssteg för djupa komponenter, vilket gör verktyget mer komplext och kostsamt än stansformar med motsvarande volym för planformade delar.
- Ytfinishkrav — Metallritningsdelar som används i synliga applikationer – som apparathöljen eller kosmetiska förpackningar – kräver noggrann smörjhantering och ytbehandling av formen för att förhindra verktygsmärken, skavning och apelsinskalstruktur på den dragna ytan.
Material som används vid metallstämpling och ritningsoperationer
Materialval för metallstämplingsdelar och produkter för metallritning är ett av de mest avgörande besluten i komponentutvecklingsprocessen. Det valda materialet måste uppfylla applikationens krav på mekaniska egenskaper, formbarhetskraven för stämpel- eller ritningsprocessen, kraven på ytfinish för den färdiga delen och kostnadsbegränsningarna för tillverkningsprogrammet. Följande material står för den stora majoriteten av stämplade och ritade komponenter inom industrisektorer.
| Material | Nyckelegenskaper | Typiska applikationer |
| Lågt kolstål (DC01–DC06) | Utmärkt formbarhet, låg kostnad, svetsbar | Apparatpaneler, konsoler, karossförstärkningar |
| Höghållfast stål (HSS/AHSS) | Hög sträckgräns, krockenergiabsorption | Bilkonstruktions- och säkerhetskomponenter |
| Galvaniserat / elgalvaniserat stål | Korrosionsbeständighet, målbar | Tvättmaskinsbaljor, kylskåpsramar |
| Rostfritt stål (304, 430) | Korrosionsbeständighet, hygienisk yta | Apparatens innerfoder, livsmedelsutrustning |
| Aluminiumlegering (1xxx, 3xxx, 5xxx) | Lätt, korrosionsbeständig | Karosspaneler för fordon, värmeväxlare |
| Koppar och mässing | Elektrisk ledningsförmåga, formbarhet | Elektriska kontakter, kontakter, plintar |
Metallstämpeldelar vid tillverkning av hushållsapparater
Tillverkning av hushållsapparater är en av de största och mest krävande applikationssektorerna för metallstämplingsdelar. Varje större apparatkategori - kylskåp, tvättmaskiner, luftkonditioneringsapparater, diskmaskiner och matlagningsapparater - innehåller dussintals till hundratals stämplade komponenter som utför strukturella, funktionella och estetiska roller samtidigt. Den dimensionella konsistensen som stämpling levererar är avgörande vid apparatmontering, där komponenter från flera leverantörer måste passa ihop inom snäva monteringstoleranser på höghastighetsproduktionslinjer.
Kylskåp
Kylskåpsdörrkarmar är bland de mest dimensionellt kritiska stämplingsdelarna i apparattillverkning. Dörrkarmen måste bibehålla planhet och rakhet inom snäva toleranser för att säkerställa konsekvent kontakt med dörrpackningen över hela dess omkrets – ett krav som är direkt kopplat till kylskåpets energieffektivitetsklassning. Alla dimensionsavvikelser som skapar packningsluckor resulterar i kallluftsläckage, ökad kompressordriftstid och energiförbrukning över den certifierade klassificeringen. Stampings förmåga att hålla dessa toleranser konsekvent över högvolymproduktion är det som gör det till den enda praktiska tillverkningsmetoden för denna applikation.
Tvättmaskiner
Tvättmaskinens innerbaljasfästen är stämplande delar som måste motstå betydande dynamiska belastningar - centrifugalkrafter under centrifugeringscykler kan nå flera hundra kilogram - samtidigt som de upprätthåller exakta positionsförhållande mellan karet, trullan och motorenheten. Fästets dimensionella noggrannhet påverkar direkt vibrationsbalansen under höghastighetsspinning, vilket i sin tur bestämmer ljudnivåer, lagerlivslängd och strukturell utmattningslivslängd för hela maskinen. Stämplade konsoler tillverkade med konsekvent tjocklek och snäva toleranser eliminerar monteringsvariationen som annars skulle kräva individuella balanseringsjusteringar på varje enhet.
Luftkonditionering
Luftkonditioneringens chassi använder stämplingsdelar för stabil lastbärande och exakt montering av kompressorn, fläktmotorn, värmeväxlaren och elektriska komponenter. Chassit måste behålla sin dimensionella geometri genom de mekaniska påfrestningarna från transport, installation och år av vibrationer från kompressorn och fläkten. Stämplat stålchassi med konsekvent väggtjocklek ger det styvhet-till-viktförhållande som krävs för dessa applikationer utan kostnaden för bearbetade eller gjutna alternativ.
Fordonstillämpningar: säkerhet, precision och prestanda
Inom fordonssektorn är metallstämplade delar avgörande för säkerhet och prestanda på ett sätt som gör kraven på dimensionell noggrannhet och materialintegritet oförhandlingsbara. Fordonsstämplingsspecifikationer är bland de strängaste i någon tillverkningsindustri, med dimensionella toleranser på säkerhetskritiska komponenter mätt i tiondels millimeter och krav på materialegenskaper verifierade genom statistisk processkontroll snarare än provtagning.
Broms- och fjädringskomponenter
Bromsokkomponenter representerar några av de mest krävande applikationerna för metallstämplingsdelar inom fordonssektorn. Bromsokets fäste och monteringsmaterial måste bibehålla exakt geometri för att säkerställa korrekt beläggsinriktning, jämn spännkraftsfördelning och konsekvent bromsprestanda över hela området av driftstemperaturer och belastningar. Stämplingens höga dimensionella noggrannhet - vanligtvis ±0,1 mm eller bättre för kritiska funktioner i produktionsverktyg - uppfyller dessa krav till de volymer och kostnader som fordonstillverkningen kräver. Varje avvikelse från specificerad geometri i bromskomponenter leder direkt till variationer i bromsprestanda som påverkar fordonssäkerhetscertifieringen.
Sätesstrukturer och kroppsförstärkningar
Sätesfästen och kroppspanelförstärkningar förlitar sig på stämplingens höga dimensionella noggrannhet för att uppfylla stränga säkerhetsstandarder för fordon vid krockprestandatestning. Sätesfästena måste bibehålla sin lastvägsintegritet under de extrema krafter som genereras vid frontal- och sidokollisioner, vilket säkerställer att de åkandes fasthållningsanordningar fungerar som de är designade. Förstärkningar av karosspaneler – dörringreppsbalkar, B-stolpeinsatser och golvtunnelförstärkningar – tillverkas i allt högre grad av avancerade höghållfasta stålstämplar som absorberar krockenergi genom kontrollerad deformation, ett beteende som är kritiskt beroende av exakt materialtjocklekskonsistens och geometrinoggrannhet. Mångsidigheten hos metallstämpeldelar i dessa säkerhetskritiska applikationer gör dem oumbärliga för pålitlig, kostnadseffektiv tillverkning inom fordonssektorn.
Kvalitetskontroll och toleranshantering inom stämpelproduktion
För att bibehålla dimensionell överensstämmelse över stämpelproduktion med stora volymer krävs ett systematiskt tillvägagångssätt för kvalitetskontroll som börjar med formkonstruktionen och fortsätter genom varje steg i produktionen. Den dimensionella noggrannheten som gör metallstämplingsdelar värdefulla vid montering - minska monteringsluckor, minska produktionskostnaderna och förbättra produktens hållbarhet - är inte ett automatiskt resultat av stämplingsprocessen. Det är resultatet av disciplinerad processkontroll som tillämpas konsekvent över hela produktionskörningen.
- Första artikelinspektion (FAI) — Fulldimensionell verifiering av de första produktionsdelarna mot den tekniska ritningen med hjälp av koordinatmätmaskiner (CMM) bekräftar att formen producerar delar inom tolerans innan volymproduktion påbörjas. FAI-data tillhandahåller baslinjen mot vilken efterföljande produktionsvariation mäts.
- Statistisk processkontroll (SPC) — Kontinuerlig övervakning av kritiska dimensioner under produktionen med hjälp av kontrolldiagram identifierar processdrift innan den producerar delar utanför toleransen, vilket möjliggör förebyggande verktygsjusteringar snarare än generering av reaktivt skrot.
- Underhållsscheman — Progressivt matrisslitage - särskilt på skäreggar, böjradier och dragsträngar - påverkar direkt delens dimensioner. Strukturerade formunderhållsintervaller baserade på antal delar, med dimensionskontroll vid varje intervall, förhindrar toleransdrift orsakad av verktygsslitage från att nå sammansatta produkter.
- Material inkommande inspektion — Plåttjockleksvariation, sträckgränsavvikelse och yttillstånd påverkar alla stansdelarnas dimensioner och återfjädring. Inkommande materialverifiering mot certifierade kvarntestrapporter och statistisk provtagning av fysikaliska egenskaper förhindrar materialinducerad dimensionsvariation från att komma in i processen.
-

Tidigare inlägg
Guide till djupdragning av metallstämpelmatriser för bildelar
Nästa inlägg
Metallstämplingsdelar för fordon och hushållsapparater: processer, material och kvalitetsstandarder
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
