
-
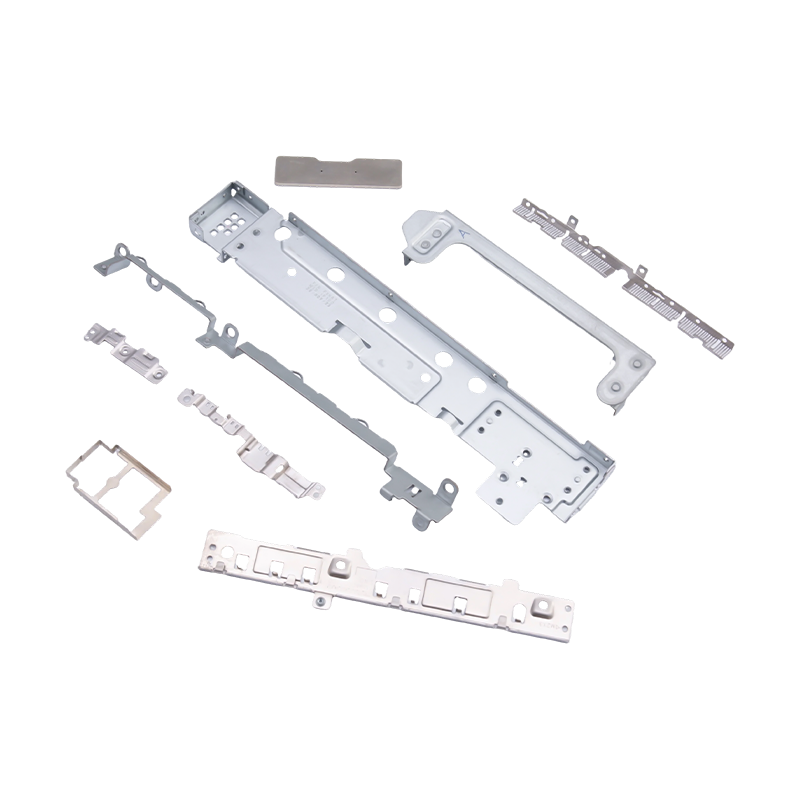
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
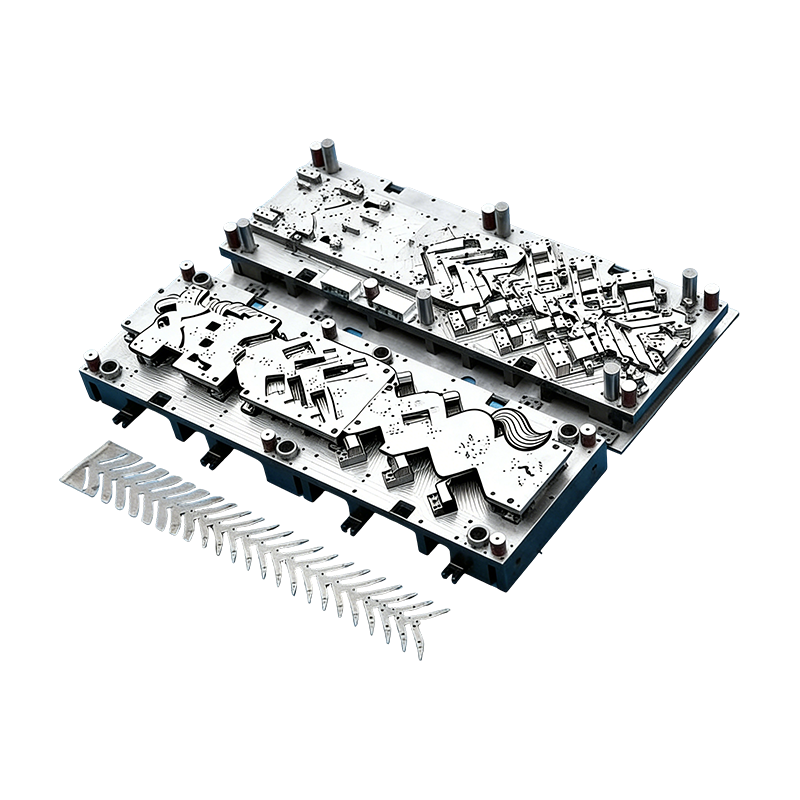
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
-
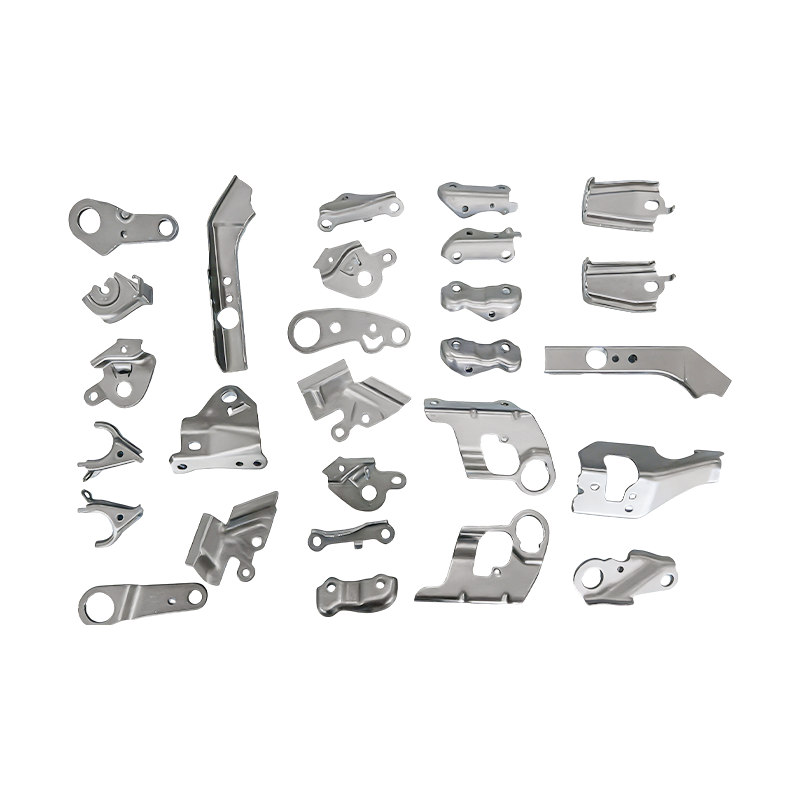
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
-
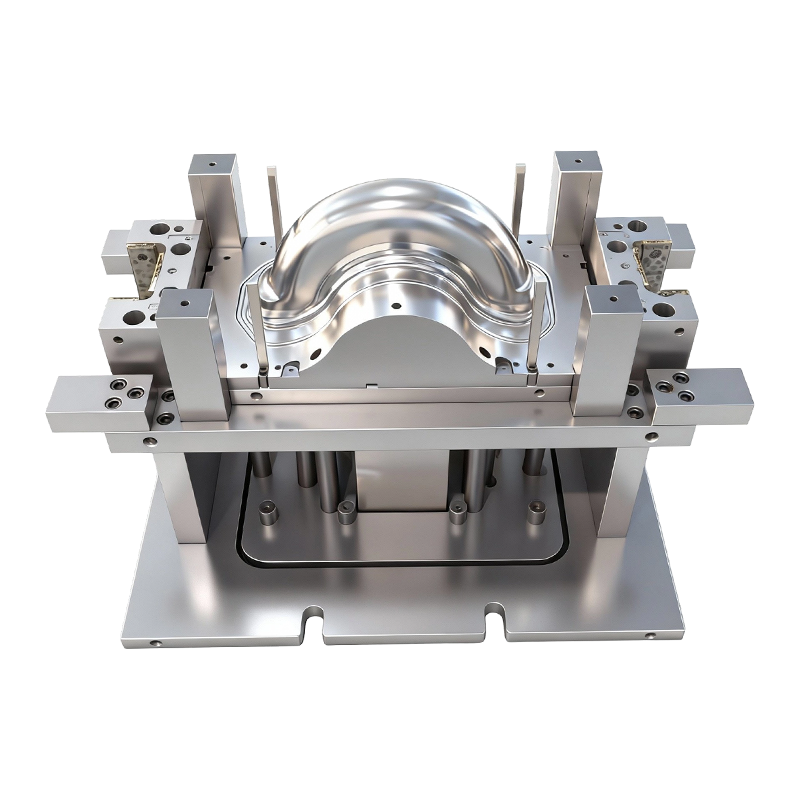
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
Automatisk nitform för stor datormaskinbas
Denna automatiska nitform för stor datormaskinb...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
Branschnyheter
Guide till djupdragning av metallstämpelmatriser för bildelar
2026-03-30
Grunderna för djupteckning i metallstämpelmatriser
I den komplexa tillverkningsvärlden, Metallstämpelmatris fungera som ryggraden för masstillverkning av exakta metallkomponenter. Bland de olika typerna av stämplingsoperationer framstår djupdragning som en kritisk process för att omvandla platt plåt till tredimensionella ihåliga former. Till skillnad från enkel bockning eller skärning innebär djupdragning ett sofistikerat kraftsamspel där en stans tvingar ett metallämne in i en formhålighet. Det primära målet är att kontrollera materialflödet och säkerställa att arket sträcker sig och flyter in i den önskade geometrin utan att kompromissa med dess strukturella integritet eller tjocklekslikformighet. Denna process är avgörande för att skapa delar som kräver betydande djup i förhållande till deras diameter, ett vanligt krav i industrier som sträcker sig från konsumentvaror till tunga maskiner.
Mekaniken för djupdragning är starkt beroende av materialets plastiska deformation. När stansen sjunker, dras metallämnet över stansradien. Området av ämnet som ligger över formöppningen blir väggen på koppen eller delen, medan den yttre flänsen dras radiellt inåt. Denna radiella ritning får flänsdiametern att krympa, vilket naturligtvis inducerar kompressiva ringspänningar. Om dessa påfrestningar inte hanteras korrekt kommer materialet att bucklas, vilket leder till rynkor. Omvänt, om dragspänningen i koppens vägg överstiger materialets sträckgräns, kommer delen att rivas eller spricka. Därför handlar designen av metallstämpelmatriser för djupdragning inte bara om form; det handlar om stresshantering.
Kontrollera materialflödet och förebygga defekter
För att uppnå en lyckad djupdragning måste ingenjörer noggrant kontrollera parametrar som ämneshållarens kraft och stansspelet. Ämnets hållare, eller tryckdynan, applicerar en viss mängd kraft på ämnets fläns. Denna kraft är en känslig balans: den måste vara tillräckligt hög för att förhindra att materialet skrynklas när det strömmar inåt, men tillräckligt lågt för att materialet ska kunna glida fritt in i formhåligheten. Om kraften är för hög kan materialet inte flyta, vilket leder till förtunning och eventuellt brott vid stansradien. Om den är för låg orsakar tryckspänningarna i flänsen fula och strukturellt svaga rynkor.
Formavstånd är en annan avgörande faktor. Detta hänvisar till gapet mellan stansen och formväggen. Vid standarddjupdragning är spelrummet vanligtvis något större än plåttjockleken för att materialet ska kunna flyta utan överdriven strykning. Men i processer som kallas "förtunning djupdragning" eller "strykning", är spelet avsiktligt inställt mindre än den ursprungliga materialtjockleken. Detta minskar väggtjockleken och ökar höjden på delen samtidigt som ytfinishen och dimensionsnoggrannheten förbättras. För att underlätta detta flöde och minska friktionen, som genererar värme och slitage, är smörjning avgörande. Avancerade smörjmedel och ytbeläggningar på själva formen hjälper till att förlänga matrisens livslängd och säkerställa en jämn detaljkvalitet.
Vanliga defekter och lösningar
- Rynkor: Orsakas av överdriven tryckspänning i flänsen. Lösas genom att öka ämneshållarens kraft eller använda dragpärlor för att begränsa flödet.
- Fraktur/rivning: Uppstår när dragspänningen överskrider materialgränserna. Lösas genom att öka stansspelet, förbättra smörjningen eller glödga materialet för att återställa formbarheten.
- Örhänge: Ojämn höjd i toppen av den dragna delen på grund av anisotropi i metallkornstrukturen. Styrs genom att optimera ämnets orientering eller trimningsoperationer.
Integration med progressiva formar för bildelar
Medan enstegs djupdragning är vanligt för stora, enkla delar, kräver fordonsindustrin ofta högvolymproduktion av komplexa komponenter. Det är här progressiva formar för bildelar blir oumbärliga. I en progressiv forminstallation matas en metallremsa genom flera stationer inom en enda form. Varje station utför olika operationer – håltagning, bockning och ritning – tills en färdig del produceras vid slutstationen. Att integrera djupdragning i en progressiv form är tekniskt utmanande eftersom materialet måste transporteras mellan stationer utan att förvränga den ritade formen.
Biltillverkare använder dessa progressiva formar för att skapa allt från små kopplingsfästen till större strukturella element. Till exempel innebär tillverkningen av bränslesystemkomponenter eller avgasdelar ofta en serie ritningssteg inom en progressiv linje. Fördelen ligger i snabbhet och konsekvens. Genom att automatisera överföringen av delen från ett ritningssteg till nästa kan tillverkare producera tusentals delar per timme med minimal mänsklig inblandning. Utformningen av progressiva formar för bildelar kräver dock noggrant övervägande av "bärremsan", som håller delen när den rör sig genom formen. Bäraren måste vara tillräckligt stark för att motstå dragkrafterna men lätt att separera från den sista delen.
Avancerade strukturella konstruktioner för komplexa geometrier
När fordonskonstruktioner blir mer aerodynamiska och säkerhetsbestämmelserna strängare, ökar den geometriska komplexiteten hos stämplade delar. Standard djupdragningsformar kan ofta inte uppnå de erforderliga djupen eller formerna i en enda träff. Följaktligen har specialiserade strukturella konstruktioner utvecklats för att möta dessa tekniska krav. Dessa konstruktioner möjliggör flerstegsformning inom ett enda pressslag eller över flera operationer, vilket säkerställer att även de mest invecklade ihåliga delarna kan tillverkas effektivt.
| Die typ | Funktion | Ansökan |
| Inverterad initial djupteckning | Stämpeln rör sig uppåt eller stansen rör sig nedåt för att bilda delen inifrån och ut initialt. | Används för delar som kräver hög stabilitet i det första steget av formningen. |
| Omvänd ritning utan tom hållare | Ritar om delen i motsatt riktning utan en traditionell ämneshållare, beroende på formgeometrin. | Idealisk för att minska diametern och samtidigt öka höjden i efterföljande steg. |
| Dubbel-Die Thinning Ritning | Använder två koncentriska stansar för att tunna ut väggtjockleken avsevärt samtidigt som delen förlängs. | Tillverkning av högtryckscylindrar eller exakta bilhus. |
Omvända ritningstekniker
Omvänd ritning är en kraftfull teknik som används när en del behöver ritas djupare än vad materialet tillåter i en enda framåtdragning. I denna process vänds den delvis utdragna koppen ut och in eller dras i motsatt riktning i nästa station. Detta arbetshärdar materialet annorlunda och möjliggör större djup-till-diameter-förhållanden. Blankhållare-fria omvända djupdragningsdynor är särskilt användbara här, eftersom de förenklar verktygsstrukturen samtidigt som de behåller kontrollen över materialflödet under inversionsprocessen.
Förbättra livslängden och ytkvaliteten
Livslängden på Metallstämpelmatris är direkt korrelerad till ytkvaliteten på de producerade delarna och kostnadseffektiviteten hos tillverkningslinjen. Djupdragning medför betydande friktion och tryck, vilket kan leda till gnagsår (material som fastnar på formen) och slitage. För att bekämpa detta använder modern stanstillverkning avancerade polerings- och beläggningstekniker. Att polera formradierna till en spegelfinish minskar friktionen, vilket gör att metallen flyter smidigt. Dessutom appliceras beläggningar som titannitrid (TiN) eller diamantliknande kol (DLC) på formens arbetsytor.
Dessa beläggningar ger en hård yta med låg friktion som motstår nötning och korrosion. I samband med progressiva formar för bildelar, där drifttiden är kritisk, minskar belagda formar frekvensen av underhållsstopp och andelen avvisning av delar. Dessutom är valet av formmaterial avgörande. Verktygsstål med hög kolhalt och högkromhalt används ofta för sin slitstyrka, medan hårdmetallskär kan användas i applikationer med stora volymer där extrem hållbarhet krävs. Genom att kombinera robust strukturell design med ytteknik kan tillverkare säkerställa att djupdragningsformar fungerar tillförlitligt under miljontals cykler.
Tillämpningar inom modern biltillverkning
Tillämpningen av djupritningsteknik är allestädes närvarande inom fordonssektorn. Ett av de mest klassiska exemplen är tillverkning av bilbränsletankar. Dessa komponenter kräver komplexa, ihåliga former som tål inre tryck och yttre påverkan. Djupdragning möjliggör skapandet av dessa sömlösa behållare av plåt, vilket säkerställer läckagesäker integritet. På samma sätt delar emaljbassänger och handfat, medan konsumentvaror, samma tillverkningsprinciper, vilket visar processens mångsidighet.
Under elfordonens tidevarv har efterfrågan på djupdragna delar ökat. Batterihöljen, motorhus och strukturella krockboxar använder ofta djupdragningsprocesser för att uppnå lätta men ändå starka kapslingar. Möjligheten att tunna ut materialet under ritningsprocessen (tunna djupdragning) hjälper till att minska fordonets totala vikt, vilket är avgörande för att utöka batteriets räckvidd. När industrin går mot lättare material som aluminium och höghållfast stål, blir rollen som specialiserade metallstämpelverktyg ännu mer framträdande. Ingenjörer måste anpassa formkonstruktionerna för att hantera de olika återfjädrande egenskaperna och formbarhetsgränserna för dessa avancerade legeringar, vilket säkerställer att nästa generations fordon är både säkra och effektiva.
Tidigare inlägg
Precisionsstansningsverktyg för elektronik och hushållsapparater: högeffektiva tillverkningslösningar 2026
Nästa inlägg
Metallstämpling och ritningsdelarguide
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
