-
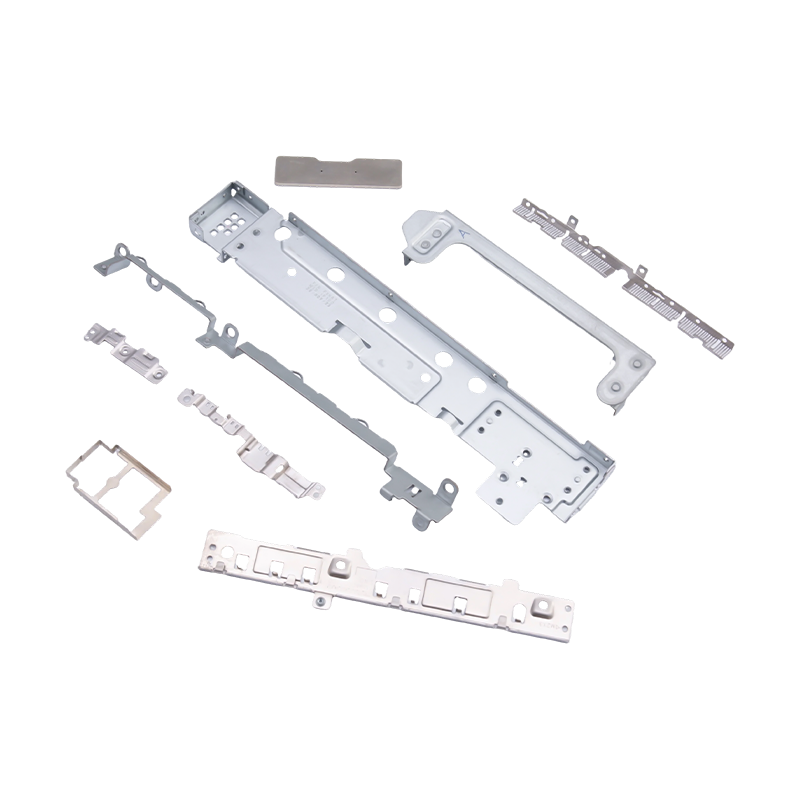
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
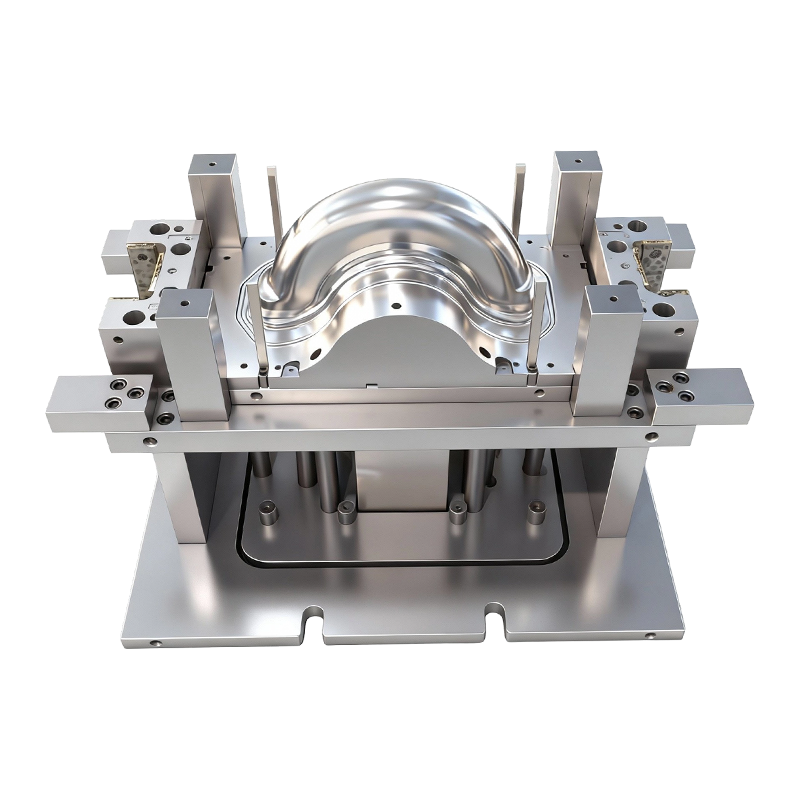
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
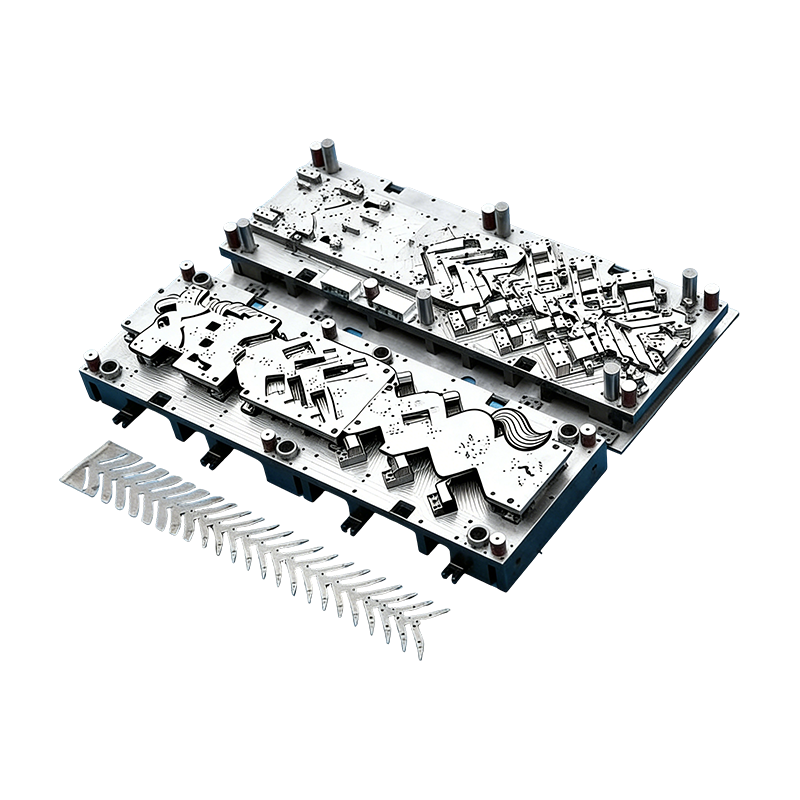
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
-
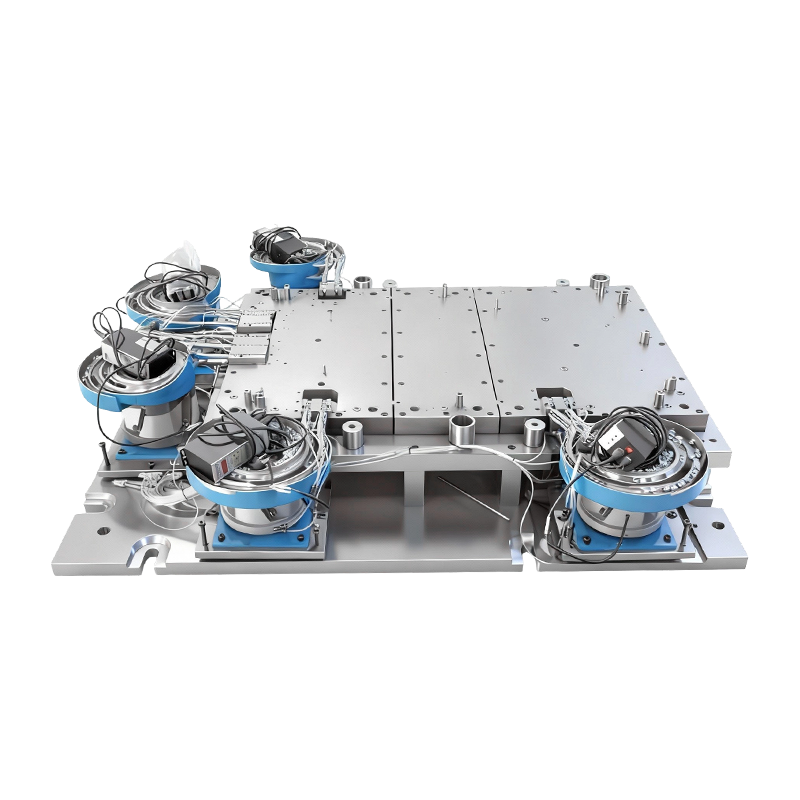
Automatisk nitform för stor datormaskinbas
Denna automatiska nitform för stor datormaskinb...
-
High-end ugnsstämpeldelar
Våra avancerade ugnsstämpeldelar är precisionst...
Branschnyheter
Hem / Nyheter / Branschnyheter / Precisionsstansningsverktyg för elektronik och hushållsapparater: högeffektiva tillverkningslösningar 2026
Precisionsstansningsverktyg för elektronik och hushållsapparater: högeffektiva tillverkningslösningar 2026
2026-04-07
Precisionsteknik i elektroniska stämplingsverktyg
Elektronisk stämpelmatris representerar toppen av precisionsverktyg för tillverkning av elektroniska miniatyrkomponenter. Tillverkade av härdat verktygsstål eller volframkarbid klarar dessa formar miljontals cykler samtidigt som de bibehåller toleranser på mikronnivå som är kritiska för kontaktstift, skärmburkar och blyramar. Spalten mellan stansen och formen kontrolleras noggrant vid 5%-10% av materialtjockleken, vilket säkerställer ren klippning utan grader som kan äventyra elektrisk kontakt eller monteringspassning. Denna precisionsteknik sträcker sig till inriktning av styrstift, dynamik för stripperplattan och fjäderbelastade ejektorsystem som garanterar konsekvent utkastning av delar utan deformation.
Kritiska toleranser och materialspecifikationer
- Volframkarbidskär ger exceptionell slitstyrka för storvolymproduktion av kopparlegeringsterminaler, vilket förlänger matrisens livslängd över 10 miljoner slag före renovering.
- Precisionsbussningar för markstyrning med 0,002 mm spelrum bibehåller inriktningen av stansformen under höghastighetsdrift, vilket förhindrar lateral avböjning som orsakar dimensionsvariationer.
- Ytbeläggningar som TiN eller DLC minskar friktionen och gnidningen vid stansning av rostfritt stål eller fosforbrons, vilket bevarar kantkvaliteten och minskar underhållsfrekvensen.
Materialvalet för elektroniska stansverktyg påverkar direkt delens kvalitet och produktionsekonomi. För tunn-gauge kopparlegeringar som används i smartphone-kontakter minimerar finkornig hårdmetall kantflisning under blankningsoperationer. Vid bearbetning av tjockare stålplåtar för apparatchassikomponenter ger legerade verktygsstål med djuphärdande egenskaper den seghet som krävs för att motstå stötbelastningar utan katastrofala fel. Ingenjörer måste balansera hårdhet, seghet och slitstyrka baserat på specifika applikationskrav för att optimera både formprestanda och komponentkvalitet.
Tillämpningar inom hushållsapparater och elektroniktillverkning
Stämpelmatriser för hushållsapparater möjliggör massproduktion av strukturella och funktionella komponenter för kylskåp, tvättmaskiner, luftkonditioneringsapparater och köksmaskiner. Dessa formar bearbetar galvaniserat stål, aluminium och förbelagda metaller till fästen, gångjärn, kontrollpanelramar och motorhus med konsekvent dimensionell noggrannhet. Den robusta designen av stämplingsverktygen rymmer tjockare material och högre tonnagekrav samtidigt som den ytfinish som behövs för efterföljande målnings- eller pulverlackeringsprocesser bibehålls. Integrering av hålformar, präglingsstationer och krullningsoperationer i enstaka stansar minskar sekundära bearbetningssteg och den totala tillverkningskostnaden.
| Komponenttyp | Typisk tillämpning | Material & Mätare |
| Elektriska terminaler | Nätsladdar, interna ledningsnät | Mässing, fosforbrons 0,2-0,8mm |
| Sköldburkar | EMI-skydd för kretskort | Kallvalsat stål, nysilver 0,15-0,4mm |
| Apparatfästen | Motorfästen, panelstöd | Galvaniserat stål, aluminium 1,0-3,0mm |
Designöverväganden för komplexa geometrier
Tillverkning av komplicerade elektroniska komponenter som flerstiftskontakter eller flexibla ledningsramar kräver sofistikerade formkonstruktioner som inkluderar kamfunktioner, lyftare och precisionspiloter. Stämplingsformar för hushållsapparater för dekorativa trimstycken eller ergonomiska handtag integrerar ofta texturprägling och kantböjning i samma verktyg för att eliminera sekundära operationer. Avancerad simuleringsmjukvara validerar materialflöde, återfjädringskompensation och spänningsfördelning före verktygstillverkning, vilket minskar försök och misstag och påskyndar tiden till marknaden för nya produktlanseringar.
Progressiva stansar och automation för massproduktion
Multi-station progressiva formar representerar den mest effektiva lösningen för högvolymproduktion av elektroniska stamping Dies komponenter. Ett enda trycktryck för fram material genom flera arbetsstationer som utför stansnings-, håltagnings-, formnings- och avskärningsoperationer sekventiellt, vilket ger färdiga delar med varje cykel. Detta tillvägagångssätt eliminerar manuell hantering mellan operationer, minskar inventering av arbete i processen och uppnår produktionshastigheter som överstiger 1 000 delar per minut för enkla terminaler. Precisionsmatare med servodriven stigningskontroll säkerställer konsekvent frammatning av remsor inom ±0,05 mm, vilket är avgörande för att upprätthålla registrering över komplexa progressiva sekvenser.
- Integrerade sensorer övervakar bandposition, utkastning av delar och variationer i tonnage i realtid, vilket möjliggör omedelbar upptäckt av felmatningar eller verktygsslitage innan defekta delar produceras.
- Snabbbytessystem med standardiserade monteringsplattor och pneumatisk fastspänning minskar bytetiden från timmar till minuter, vilket stödjer flexibel tillverkning av blandade komponentfamiljer.
- Automatiserade smörjsystem levererar exakta mikrodoser av stämpelolja till skäreggar och formningsytor, förlänger verktygets livslängd samtidigt som kraven på rengöring efter stämpling minimeras.
Optimera produktionseffektiviteten med smarta kontroller
Moderna elektroniska stämplingsverktyg integreras med Industry 4.0-tillverkningsekosystem genom IoT-aktiverad övervakning och prediktiv analys. Trycksensorer inbäddade i formskor fångar upp tonnagesignaturer för varje slag, och etablerar baslinjeprofiler som upptäcker subtila förändringar som indikerar stansslitage, materialvariationer eller smörjproblem. Maskininlärningsalgoritmer analyserar dessa data för att förutsäga underhållsbehov innan kvalitetsavvikelser inträffar, och växlar från reaktiva reparationer till proaktiv optimering. För hushållsapparater som producerar säkerhetskritiska komponenter som dörrlåsmekanismer ger denna intelligenta övervakning dokumenterad processvalidering som är nödvändig för regelefterlevnad och kvalitetsrevisioner.
Underhållsstrategier och livscykelhantering
Korrekt underhåll av Stämpelmatris för hushållsapparater och elektroniska stämplingsmatriser påverkar direkt delens kvalitet, produktionstid och totala ägandekostnader. Ett strukturerat underhållsprogram inkluderar daglig rengöring för att ta bort metallpartiklar och smörjmedelsrester, veckovis inspektion av skäreggar för flisning eller slitage och månatlig verifiering av styrstiftsspel och fjädertryck. Dokumenterade underhållsloggar spårar intervaller för utbyte av komponenter och prestandatrender, vilket möjliggör datadrivna beslut om renovering kontra utbyte. Investeringar i förebyggande underhåll förlänger vanligtvis stansens livslängd med 30-50 % jämfört med tillvägagångssätt från run-to-failure samtidigt som de bibehåller en jämn detaljkvalitet under verktygets livslängd.
| Underhållsaktivitet | Frekvens | Inverkan på prestanda |
| Inspektion och skärpning av skärkant | Varje 500K-2M slag | Bibehåller gradfria kanter, minskar kraven på presstonnage |
| Kontroll av styrstift/bussningspel | Månatliga eller 1M slag | Förhindrar lateral avböjning, säkerställer dimensionell konsistens |
| Verifiering av fjädertryck | Kvartalsvis eller 3M slag | Säkerställer tillförlitlig utkastning av delar, förhindrar dubbelslagsdefekter |
Förlänger livslängden genom val av material och beläggning
Strategiskt val av formmaterial och ytbehandlingar förlänger livslängden avsevärt för både hushållsmaskiner och elektroniska stämplingsverktyg. För slipande material som rostfritt stål eller förbelagda metaller, minskar hårdmetallskär med polerade ytor adhesivt slitage och skavning. Diamantliknande kolbeläggningar (DLC) ger exceptionell hårdhet och låga friktionskoefficienter, särskilt fördelaktigt för höghastighetspressning av kopparlegeringar där värmeuppbyggnad påskyndar slitaget. Vid renovering av slitna formar bygger laserbeklädnadstekniker om skäreggar med slitstarka legeringar samtidigt som den ursprungliga verktygsgeometrin bevaras, vilket erbjuder ett kostnadseffektivt alternativ till fullständigt utbyte. Dessa materialvetenskapliga framsteg, i kombination med disciplinerade underhållsmetoder, säkerställer att precisionsstämplingsverktyg levererar konsekvent prestanda under långa produktionskampanjer samtidigt som de totala tillverkningskostnaderna minimeras.

Tidigare inlägg
Varför aluminiumlegering ersätter stål i elektroniska stämplingsdelar?
Nästa inlägg
Guide till djupdragning av metallstämpelmatriser för bildelar
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
