-
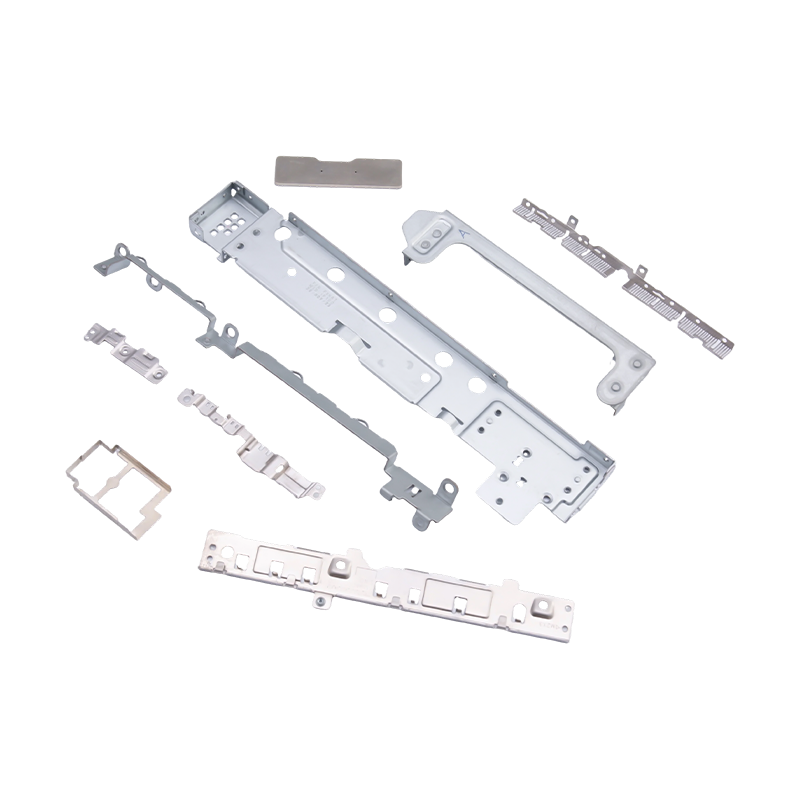
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
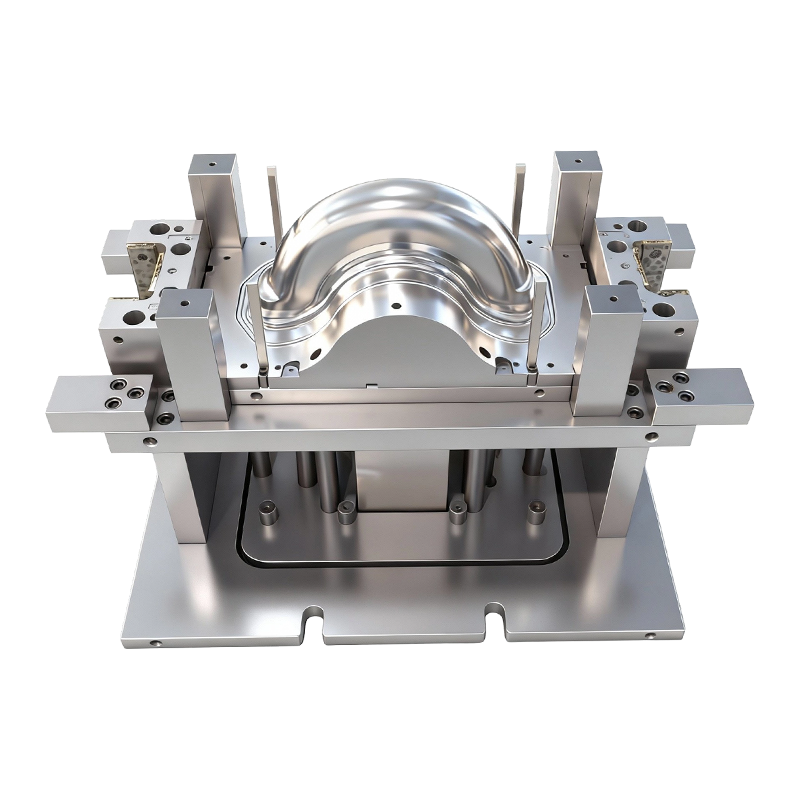
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
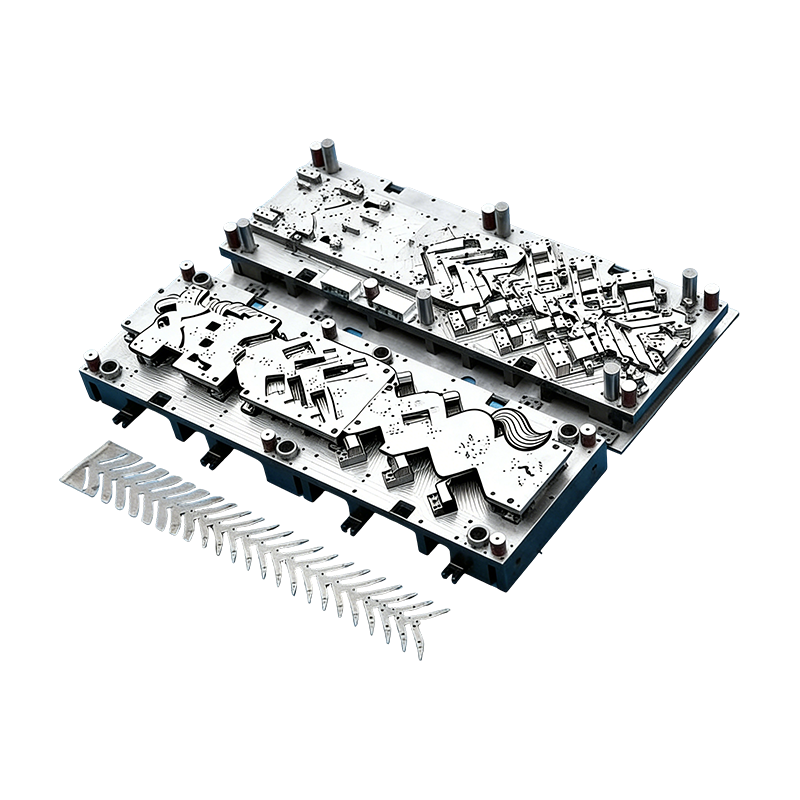
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
-
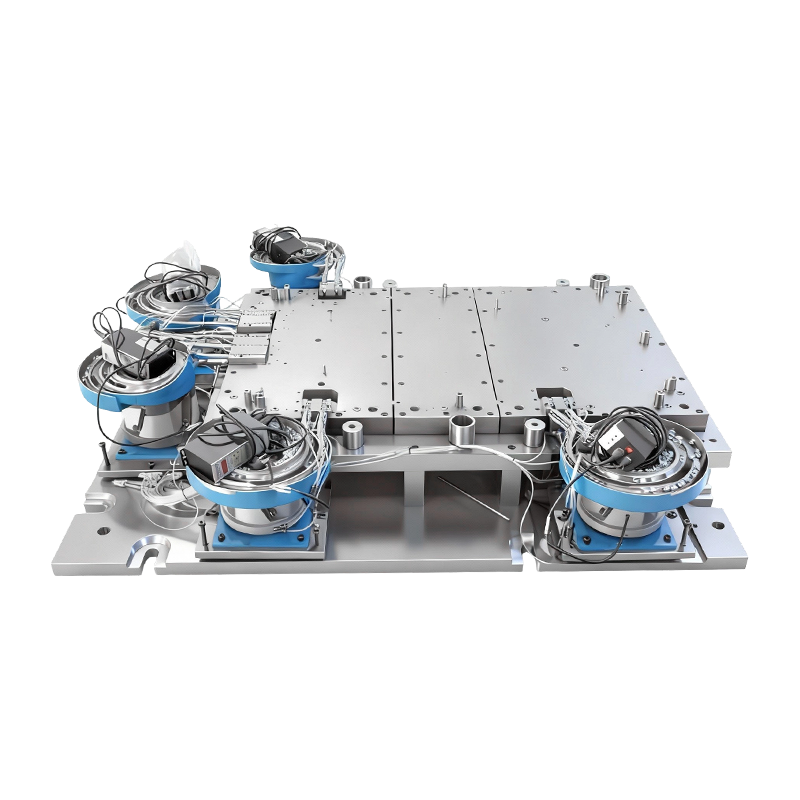
Automatisk nitform för stor datormaskinbas
Denna automatiska nitform för stor datormaskinb...
-
Laptop stämpling delar
Våra stämplingsdelar för bärbara datorer är pre...
-
High-end ugnsstämpeldelar
Våra avancerade ugnsstämpeldelar är precisionst...
Branschnyheter
Hem / Nyheter / Branschnyheter / Vad är skillnaden mellan traditionella och simuleringsoptimerade bilstämpelmatriser?
Vad är skillnaden mellan traditionella och simuleringsoptimerade bilstämpelmatriser?
2026-03-02
Varför klyftan mellan traditionella och simuleringsoptimerade dies är viktiga nu
Automotive stämpel stansar har alltid varit bland de tekniskt mest krävande verktygsinvesteringarna inom fordonstillverkning. En enda uppsättning matriser för en karosspanel kan representera hundratusentals dollar i tid för ingenjörsarbete, bearbetning och provning – och konsekvenserna av att få konstruktionen fel mäts inte bara i omarbetningskostnader utan i försenade produktionslanseringar, ökade skrothastigheter och försämrad delkvalitet som fortplantar sig genom nedströms monteringsoperationer. I årtionden förlitade sig formkonstruktionen på den ackumulerade empiriska kunskapen från erfarna verktygstillverkare: iterativa fysiska försök, manuella justeringar av ämneshållarens kraft och dragpärls geometri och progressiv förfining genom försök och fel tills formen producerade acceptabla delar konsekvent.
Övergången till simuleringsoptimerade bilstämpelmatriser skedde inte över en natt, men dess takt har accelererat kraftigt eftersom fordonsprogram samtidigt har blivit mer komplexa och mer tidskomprimerade. Speciellt elfordon har introducerat nya materialutmaningar – batterihöljen av magnesium-aluminiumlegering, strukturkomponenter i ultrahöghållfast stål och komplexa djupdragna geometrier som tänjer på formningsgränserna – som den traditionella empiriska metoden inte kan hantera på ett tillförlitligt sätt inom de komprimerade utvecklingstidslinjerna som marknaden kräver. Att förstå de konkreta skillnaderna mellan traditionell och simuleringsoptimerad formdesign och produktion är avgörande för ingenjörsteam som utvärderar sina verktygsutvecklingsprocesser under 2025 och därefter.
Hur traditionell bilstämpelmotorutveckling faktiskt fungerar
Traditionell utveckling av stansverktyg för bilar börjar med detaljgeometri och materialspecifikation, från vilken en erfaren formdesigner konstruerar ett formkoncept baserat på etablerade designregler och mönstermatchning till tidigare liknande delar. Geometrin för stansen, formen, ämneshållaren och formsatsen definieras genom en kombination av handboksformler, patentskyddade designriktlinjer och designers omdöme. Blankstorleken uppskattas med användning av areabaserade metoder eller förenklad geometrisk utvikning, och dragpärlpositioner och fasthållningskrafter väljs utifrån generell erfarenhet av jämförbara panelformer snarare än analys av det specifika spänningstillståndet i den aktuella delen.
Den fysiska provningsfasen är där den traditionella processen antingen validerar eller avslöjar begränsningarna i detta tillvägagångssätt. När den initiala formen producerar delar med skrynklor i områden med låg spänning, sprickor vid snäva radier, överdriven materialförtunning vid kritiska strukturella platser, eller återfjädring som trycker formad geometri utanför det ±0,02 mm toleransband som krävs för precisionsmontering av kroppspaneler, är svaret fysiskt ingripande: justering av ämneshållarens kraft, modifiering av dragning av shims och modifiering av shimssvetsning och ändra ytbehandling i zoner med hög friktion, eller skära ner formytor för att ändra metallflödesmönster. Varje intervention kräver en ny provkörning, och komplexa paneler kan kräva dussintals iterationer innan formen producerar konsekvent acceptabla delar.
Kostnadskonsekvenserna av detta tillvägagångssätt är betydande. Fysisk testtid på en stor överföringspress eller progressiv formlinje är dyr, och det ingenjörsarbete som krävs för att diagnostisera defekter, designingrepp och utföra modifieringar samlas snabbt på utmanande paneler. Ännu viktigare är att det empiriska tillvägagångssättet inte ger någon garanti för konvergens - vissa formkonstruktioner baserade enbart på erfarenhet når ett lokalt optimum som inte kan förbättras utan grundläggande omdesign, en situation som kanske inte blir uppenbar förrän betydande investeringar redan har gjorts i fysiska verktyg.
Vad simuleringsoptimerad formdesign förändras i utvecklingsprocessen
Simuleringsoptimerad utveckling av stansverktyg för fordon ersätter mycket av den fysiska test-och-fel-cykeln med virtuell formningsanalys som utförs innan någon metall skärs. Mjukvara för finita elementanalys (FEA) modellerar hela formningsprocessen – från ämneskontakt med ämneshållaren till fullt dragdjup – och beräknar spänningen, töjningen, tjockleksfördelningen och återfjädring av plåten under den applicerade verktygsgeometrin och processförhållandena. Simuleringsresultatet identifierar potentiella defektplatser: regioner som närmar sig formningsgränskurvan där sprickrisken är förhöjd, zoner med ansamling av tryckspänningar där skrynkling kommer att inträffa och områden med överdriven förtunning som skulle äventyra strukturell prestanda eller ytkvalitet.
Kritiskt sett möjliggör simulering parametrisk optimering som skulle vara praktiskt taget omöjlig genom fysisk provtagning. Blankhållarkraften kan varieras över hela det genomförbara området i minuter av beräkningstid för att hitta värdet som samtidigt undertrycker skrynkling och undviker sprickbildning - de motsatta fellägen som gör kalibrering av ämneshållarens kraft så utmanande i traditionell stansutveckling. Dragvulstens geometri, position och fasthållningskraft kan optimeras för varje sektion av ämnets omkrets oberoende av varandra, vilket tar hänsyn till det riktningsberoende flödesmotståndet som behövs för att hantera metallfördelning i komplexa asymmetriska panelgeometrier. Val av ytbehandling – inklusive den ultrasläta Ra ≤ 0,05 μm-finishen som krävs i djupdragningszoner – kan utvärderas genom friktionskoefficientkänslighetsstudier som kvantifierar hur förbättringar av ytkvaliteten påverkar formningsresultaten innan man bestämmer sig för bearbetning och efterbehandling som uppnår dem.
Deep Drawing Dies för EV-komponenter: där simulering blir viktig
Övergången till elfordon har infört stora utmaningar som gör simulering inte bara fördelaktig utan praktiskt taget nödvändig. Djupdragningsformar för EV-specifika komponenter - särskilt batterihöljen av magnesium-aluminiumlegering med djupdragningsförhållanden som överstiger 2,5:1 - fungerar på gränsen för vad materialet kan tåla utan att misslyckas. Formningsgränsbeteendet hos aluminiumlegeringar skiljer sig fundamentalt från de milda och höghållfasta stål som traditionella bilpressningsverktygsutveckling ackumulerat erfarenhet kring: aluminium uppvisar lägre formbarhet, starkare anisotropieffekter och större känslighet för töjningshastighet och temperatur än konventionella stålkvaliteter för karosspaneler.
Simuleringsverktyg kalibrerade med noggranna materialegenskapsdata – inklusive bildande av gränskurvor, anisotropikoefficienter och flödesspänningskurvor som bestämts från fysisk materialkarakteriseringstestning – kan förutsäga om en föreslagen formgeometri framgångsrikt kommer att bilda ett aluminiumbatterihölje utan att spricka i stansradien eller skrynkla i flänsen, innan någon verktygsinvestering görs. Denna förutsägande förmåga är särskilt värdefull för djupdragningsförhållanden över 2,5:1, där processfönstret mellan skrynknings- och sprickfelslägen minskar till den grad att empirisk justering är osannolikt att hitta ett stabilt drifttillstånd utan systematisk beräkningsvägledning.
Förutsägelse av materialförtunning är en annan kritisk simuleringsutgång för EV-djupdragningsmatriser. Batterihöljen och strukturella elbilskomponenter har definierat minimikrav för väggtjocklek som drivs av strukturanalys och säkerhetsstandarder. Simulering gör att formkonstruktörer kan verifiera att gallring i de mest sträckta områdena förblir inom tillåtna gränser över hela produktionsområdet – spridning av materialegenskaper, tolerans för ämnets tjocklek, variation i smörjtillstånd – snarare än bara vid den nominella designpunkten som fysisk provning representerar.
Head-to-Head-jämförelse: Traditionell vs. simuleringsoptimerad stämplingsformutveckling
De praktiska skillnaderna mellan de två tillvägagångssätten förstås bäst över de nyckeldimensioner som driver programkostnaden, timing och kvalitetsresultat:
| Utvecklingsdimension | Traditionellt tillvägagångssätt | Simuleringsoptimerad tillvägagångssätt |
| Tidpunkt för upptäckt av defekter | Fysisk provtagning, efterbearbetning | Virtuell analys, förbearbetning |
| Blankhållare kraftoptimering | Empirisk shim-justering | Parametriskt FEA-svep |
| Aluminium/EV-materialkapacitet | Otillförlitligt över 2,0:1 dragförhållande | Validerad för förhållanden som överstiger 2,5:1 |
| Springback management | Nedskärningar i ersättningen för försök och misstag | Förutspått och förkompenserat i CAD |
| Toleransuppfyllelse (±0,02 mm) | Flera provupprepningar krävs | Första träffkapaciteten betydligt högre |
| Programtidsrisk | Hög, provningsupprepningar oförutsägbara | Minskade, stora problem lösta virtuellt |
Intelligent övervakningsintegration och modulära formkonstruktioners roll
Simuleringsoptimeringen slutar inte när formkonstruktionen är färdig och bearbetad. Moderna präglingsmatriser för bilar integrerar i allt högre grad intelligenta övervakningssystem - sensorer i formen som mäter kraftfördelningen av ämneshållaren, sensorer för akustiska emissioner som upptäcker sprickinitiering och visionsystem som inspekterar delens geometri vid presshastighet - som ger realtidsfeedback under produktionen. Denna övervakningsinfrastruktur tillåter processingenjörer att upptäcka drift från de optimerade formningsförhållanden som simuleringen etablerade som det stabila driftsfönstret, vilket utlöser korrigerande åtgärder innan defektfrekvensen ökar snarare än efter att skrot ackumulerats.
Modulära formstrukturer utökar ytterligare värdet av simuleringsoptimering genom att tillåta individuella formkomponenter – insatser vid slitagekritiska ställen, dragvulstsegment, ämneshållarsektioner – att bytas ut oberoende när slitaget försämrar deras geometri under den tolerans som krävs för att bibehålla det optimerade formningsförhållandet. Istället för att ta bort en hel formsats när en region närmar sig utslitning, tillåter modulkonstruktionen riktat utbyte av de berörda komponenterna, bevarar investeringen i den återstående formstrukturen och bibehåller ytbehandlingskvaliteten – Ra ≤ 0,05 μm i kritiska formningszoner – som den simuleringsoptimerade processen beror på för konsekventa friktionsförhållanden och delkvalitet.
Praktisk vägledning för ingenjörsteam som utvärderar övergången
Ingenjörsteam som överväger en övergång från traditionell till simuleringsoptimerad utveckling av stämplingsformar för fordon bör bedöma sin nuvarande process mot flera praktiska kriterier. Argumentet för simuleringsinvesteringar är starkast när programmet innehåller någon av följande egenskaper som traditionella empiriska metoder hanterar dåligt:
- Avancerade höghållfasta stål- eller aluminiumlegeringsmaterial där formningsgränsmarginalerna är smala och variationer i materialegenskaper har betydande inverkan på defektrisken
- Djupdragningsformar som är inriktade på dragförhållanden över 2,0:1, särskilt för EV-batterihöljen och strukturella ihåliga komponenter där materialförtunningsgränserna är noggrant specificerade
- Kroppspaneler med klass A ytkrav där skrynkling eller ytavböjningsdefekter är kosmetiskt oacceptabla och inte kan tolereras ens tillfälligt under provet
- Program med komprimerade utvecklingstidslinjer där utökade fysiska provupprepningar representerar oacceptabel schemarisk
- Högvolymsproduktion dör där den amortiserade kostnaden för simuleringsinvesteringar är försumbar i förhållande till produktionseffektiviteten från en mer stabil och robust formningsprocess
Investeringen som krävs för att implementera simuleringsoptimerad utveckling av bilstämpelformar omfattar mjukvarulicenser, materialkarakteriseringstestning för att fylla i exakta simuleringsmaterialkort och den tekniska kompetensutveckling som krävs för att tolka simuleringsresultat och översätta dem till handlingsbara formdesignbeslut. Dessa kostnader är verkliga men återvinns konsekvent genom minskningar av den fysiska testtiden, lägre skrothastigheter under produktionslansering och eliminering av sena stansmodifieringar som representerar några av de dyraste ingreppen i utvecklingen av fordonsprogram. För anläggningar som producerar formar för både traditionella karosspaneler och EV-specifika lättviktskomponenter är simuleringsförmåga inte en framtida ambition – det är ett nuvarande konkurrenskrav.

Tidigare inlägg
Vilka är de viktigaste skillnaderna mellan mikrostämpling och elektroniska standarddelar?
Nästa inlägg
Hur förändrar avancerade höghållfasta stål tillverkningen av bilstämpeldelar?
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
