-
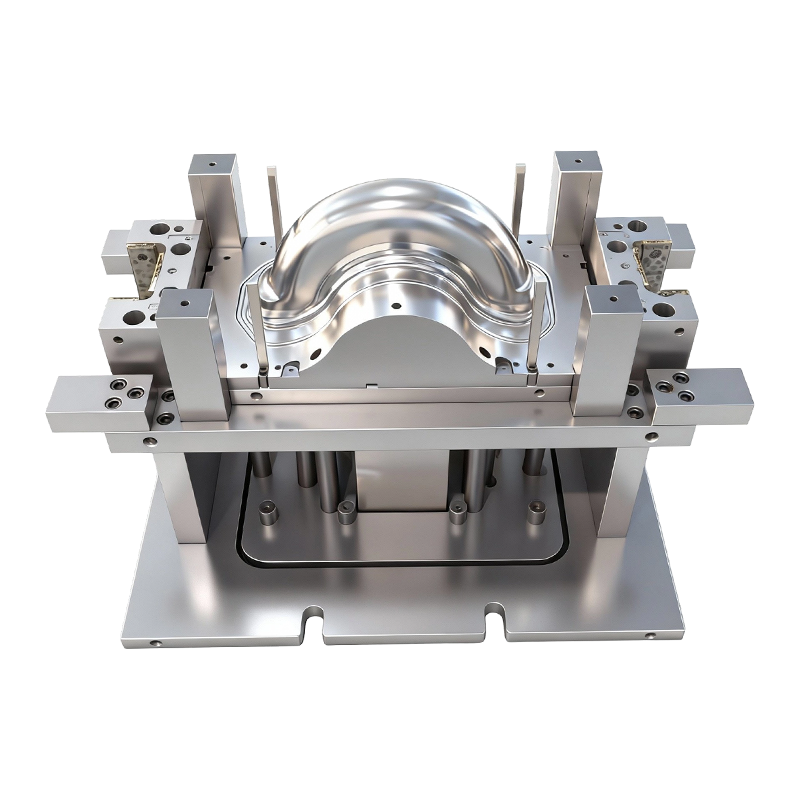
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
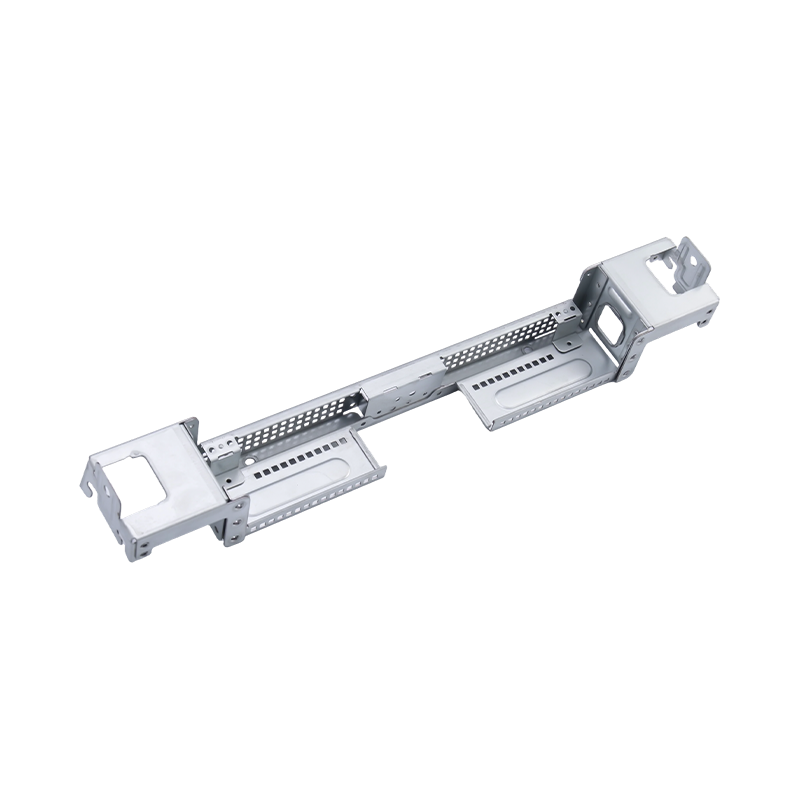
High-end stora datorstämplingsdelar
Våra avancerade stora datorstämplingsdelar är p...
-
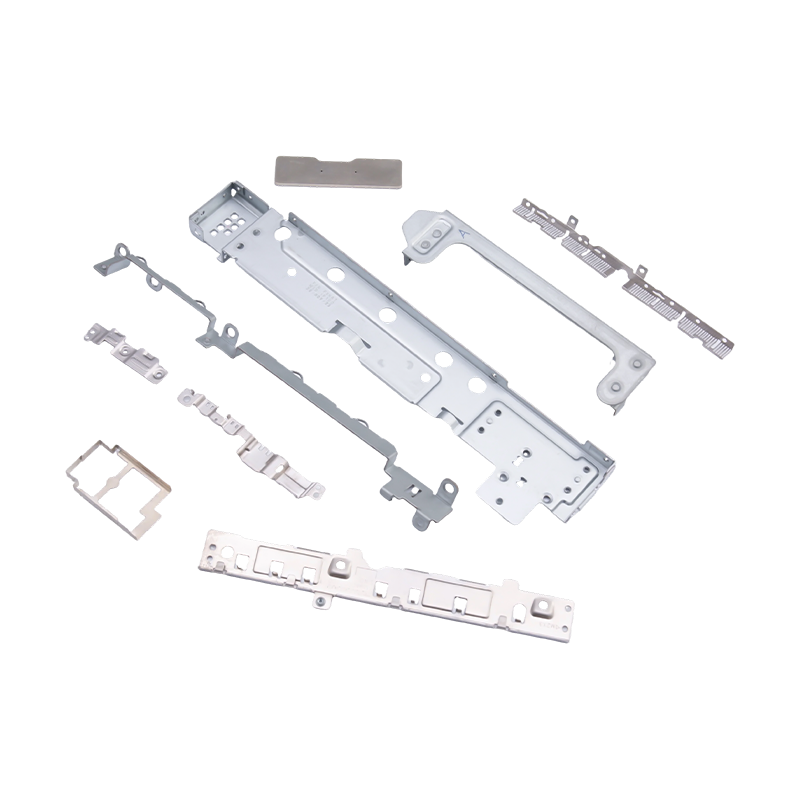
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
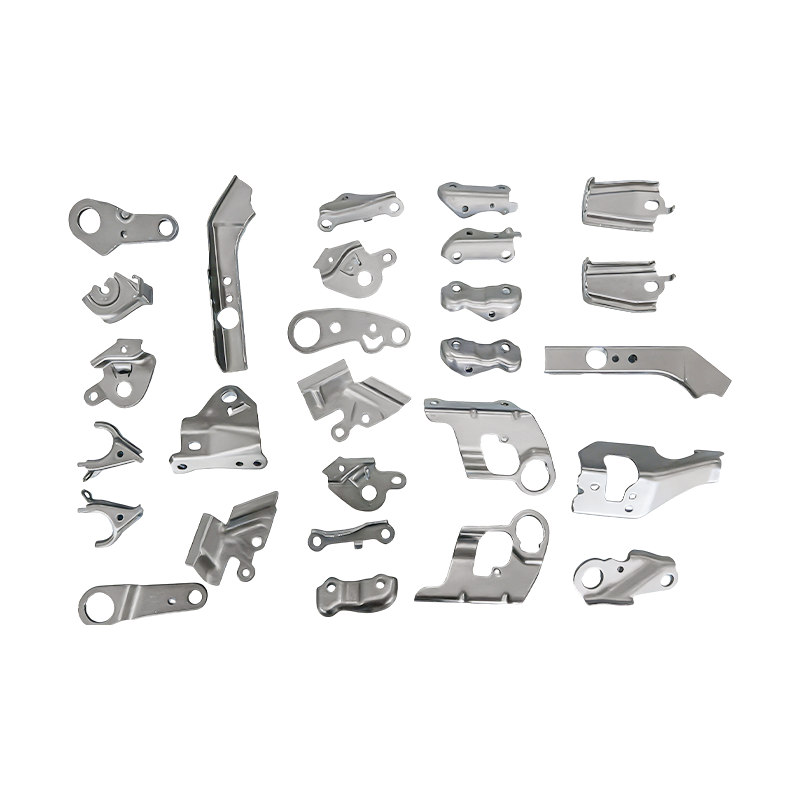
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
-
Nya energifordon, kopparstämplingsdelar
Nya energifordon med kopparstämplingsdelar är l...
Branschnyheter
Metallstämplingsdelar: Typer och applikationer
2026-04-27
Vad är metallstämplingsdelar och varför precision är viktigt
Metallstämplade delar är komponenter som tillverkas genom att applicera kontrollerad kraft genom stansar och stansar på platt metallplåt, som omvandlar råmaterial till exakt formade strukturella och funktionella element genom operationer inklusive blankning, håltagning, bockning, ritning och myntning. Till skillnad från bearbetning, som tar bort material för att uppnå geometri, förskjuter stansning och bildar metall, genererar praktiskt taget inget materialavfall vid skärstadiet och möjliggör cykeltider mätta i bråkdelar av en sekund per del. Kombinationen av hastighet, repeterbarhet och dimensionell konsistens gör metallstansning till den dominerande tillverkningsprocessen där stora volymer plåtkomponenter krävs.
Precision är det avgörande kännetecknet som skiljer stansning av industriell kvalitet från råvaror i plåt. I applikationer som konsumentelektronik, fordonsenheter och hushållsapparater måste stansade komponenter uppfylla toleranser så snäva som ±0,05 mm på kritiska dimensioner, med planhetsavvikelser kontrollerade till mindre än 0,1 mm över delens yta. För att uppnå dessa specifikationer konsekvent över produktionsserier av hundratusentals stycken krävs progressiva formverktyg konstruerade till mikronnivånoggrannhet, servodrivna presssystem med realtidstonnageövervakning och in-line syninspektion som kan detektera gradhöjd, hålpositionsavvikelse och ytdefekter vid produktionshastighet.
Materialen som bearbetas i metallstämpling spänner över ett brett spektrum. Kallvalsat stål (SPCC, DC01), elförzinkad plåt, varmförzinkat stål, rostfritt stål, kvaliteter 304 och 430, aluminiumlegeringar 1050 och 5052, kopparlegeringar och berylliumkoppar stämplas alla rutinmässigt beroende på de mekaniska kraven på applikationens korrosionsbeständighet och ledningsförmågan. Materialvalet påverkar direkt slitagehastigheten, återfjädringsbeteendet, ytfinishens kvalitet och efterbehandlingsprocesserna - plätering, anodisering, pulverlackering - som den färdiga stämplingen kommer att kräva.
Elektroniska stämplingsdelar: Precision i hjärtat av moderna enheter
Elektroniska stämplingsdelar representerar ett av de mest tekniskt krävande segmenten inom metallstämplingsindustrin. Komponenterna som produceras för kretskortsenheter, kontakter, terminaler, EMI-skärmande burkar, batterikontakter, brytarhus och sensorfästen måste kombinera submillimeterdimensionell noggrannhet med specifika elektriska, termiska och mekaniska prestandaegenskaper - allt inom de svåra kostnadsbegränsningarna på konkurrenskraftiga konsumentelektronikmarknader.
Kontaktdon och kontaktfjädrar är bland de mest utmanande elektroniska stämplingsdelarna att tillverka. Dessa delar är tillverkade av fosforbrons, berylliumkoppar eller mässingsremsor i tjocklekar från 0,1 mm till 0,5 mm. Dessa delar kräver progressiva stansar i flera steg som samtidigt tömmer profilen, bildar fjädergeometrin och myntar kontaktytan i ett enda tryck. Kontaktkraft, insättnings-/utdragningscykelns hållbarhet och kontaktresistans – vanligtvis krävs under 10 mΩ efter 1 000 införingscykler – valideras genom applikationsspecifika testprotokoll snarare än generiska materialcertifikat.
EMI-skärmande burkar och RF-kapslingar
EMI-skyddsburkar är tunnväggiga elektroniska stämplingsdelar gjorda av nickelsilver, kallvalsat stål eller rostfritt stålplåt i tjocklekar på 0,15–0,3 mm. Deras funktion är att innehålla radiofrekventa emissioner från höghastighetsprocessormoduler, trådlösa kommunikationskretsar och strömhanteringskretsar på tätbefolkade kretskort. Dimensionsnoggrannheten för burkens omkrets och höjd är kritisk: mellanrum som överstiger 0,1 mm vid sätesflänsen skapar öppningar som äventyrar skärmningseffektiviteten med 10–20 dB vid frekvenser över 1 GHz, vilket direkt försämrar enhetens radioprestanda och potentiellt orsakar regulatoriska certifieringsfel.
Batterikontakter och fjäderterminaler
Batterikontaktfjädrar i bärbara enheter måste leverera konsekvent kontaktkraft under hela batteriets livslängd för isättning och urtagning – vanligtvis 500–1 000 cykler för konsumentenheter. Elektroniska stämplingsdelar i denna kategori är tillverkade av rostfritt stål eller fosforbrons med guld- eller nickelplätering applicerad på kontaktspetsen. Fjädergeometrin – fribärande, lindad eller vikt – är optimerad genom simulering av finita element under verktygskonstruktion för att säkerställa att kontaktkraften förblir inom det specificerade fönstret (vanligtvis 1–3 N) över den fulldimensionella toleransstapeln av battericell och hölje.
Stämplingsdelar för bärbar dator: strukturell precision i tunna profiler
Laptop stämpling delar fungerar under en unik uppsättning begränsningar som skiljer dem från allmänna elektroniska stämplingsdelar. Den obevekliga strävan mot tunnare, lättare notebook-designer – med chassitjocklekar nu regelbundet under 14 mm och totala systemvikter under 1 kg – kräver stansade komponenter som ger maximal strukturell styvhet vid minimal materialtjocklek, samtidigt som de passar in i monteringskuvert mätt i tiondels millimeter.
Gångjärnsfästet är en av de mest mekaniskt krävande stämplingsdelarna för bärbar dator i alla bärbara datorer. Gångjärnsfästen är gjorda av höghållfast rostfritt stål eller kallvalsat stål med en draghållfasthet som överstiger 600 MPa och måste motstå den cykliska utmattningsbelastningen vid locköppning och stängning – vanligtvis klassad för 20 000–30 000 cykler i bärbara datorer av kommersiell kvalitet – utan permanent deformation eller ytsprickor. Progressiv stansning följt av prägling vid gångjärnshålen säkerställer att hålets diameter och positionsnoggrannhet uppfyller kraven på tät passform för gångjärnets svängtappsenhet.
Interna chassiförstärkningsfästen, avstånd för montering av moderkort, retentionsklämmor för termiska moduler och stödramar för tangentbordets baksida är ytterligare kategorier av stämplingsdelar för bärbara datorer där dimensionshantering är avgörande. Med monteringstoleranser på systemnivå mätt i bråkdelar av en millimeter, måste varje stämpling konsekvent träffa sitt individuella toleransfönster - vanligtvis ±0,1 mm för hålpositioner och ±0,05 mm för kritiska passningar - för att möjliggöra robotmontering utan manuell justering. Ytbehandlingar inklusive strömlös nickelplätering, svartoxid och kemisk omvandlingsbeläggning appliceras på dessa delar för att uppfylla kraven på korrosionsbeständighet och jordledningsförmåga.
Stämplingsdelar för hushållsapparater: Hållbarhet konstruerad för årtionden av service
Stämplingsdelar för hushållsapparater fungerar som kärnan i det strukturella och funktionella skelettet i kylskåp, tvättmaskiner, luftkonditioneringsapparater och mikrovågsugnar. Till skillnad från hemelektronik – där en produktlivslängd på tre till fem år är typisk – är stora hushållsapparater konstruerade för tio till femton års kontinuerlig drift i hemmiljöer som inkluderar fukt, temperaturcykler, vibrationer och kemisk exponering från rengöringsmedel. De stämplade metallkomponenterna inuti dessa produkter måste matcha denna hållbarhetsförväntning.
Materialvalet för stämplingsdelar för hushållsapparater återspeglar detta krav på lång livslängd. Galvaniserad stålplåt (varmförzinkad eller elförzinkad) ger korrosionsskydd i innerpaneler och chassikomponenter som utsätts för kondens och rengöringsmedel. Rostfritt stål 430 är specificerat för synliga yttre ytor och inre trumkomponenter i tvättmaskiner där kosmetiskt utseende och fläckbeständighet är högsta krav. Aluminiumlegeringsplåt - vanligtvis 3003 eller 5052 - används i värmeväxlarfenor och dekorativa frontpaneler där viktminskning och anodiseringskompatibilitet är prioriterade.
Strukturella roller: konsoler, chassi och anslutningsdelar
Inom apparatsammansättningen utför stämplingsdelar för hushållsapparater tre primära strukturella funktioner. Motormonteringsfästen fixerar interna motorer – kompressorer i kylskåp, drivmotorer i tvättmaskiner, fläktmotorer i luftkonditioneringsapparaters inomhusenheter – till apparatens ram med tillräcklig styvhet för att isolera vibrationer och förhindra utmattningsfel på fästelementsplatser under produktens livslängd. Chassistämplingar bildar det bärande skelettet som stöder apparatens kropp, bär vikten av interna komponenter och ger den dimensionella referens från vilken alla monteringsoperationer refereras. Anslutningsdelar länkar samman större underenheter och överför mekaniska belastningar mellan konstruktionsramen, dörrgångjärn, kontrollpanelens monteringsstrukturer och dragfästen för rör eller kablage.
Kvalitetskontrollkrav för stämplar av apparatklass
Strikta kvalitetskontroller utförs under produktionen av stämplingsdelar för hushållsapparater för att matcha hushållsapparaternas långa livslängdskrav. Följande inspektionsparametrar verifieras rutinmässigt vid inkommande inspektion, pågående kontrollpunkter och slutlig godkännande:
- Planhet och formnoggrannhet: Chassipaneler och monteringsytor för konsoler kontrolleras på ytplåtar eller CMM-fixturer för att bekräfta planhet inom specifikationen – vanligtvis 0,3–0,8 mm över hela panellängden – för att säkerställa korrekt monteringspassning och förhindra spänningskoncentration vid fästpunkter.
- Korrosionsbeständighet: Saltspraytestning enligt ISO 9227 — 72 till 240 timmar beroende på applikation — verifierar att beläggningssystemet (förzinkning, galvanisering eller pulverlack) ger tillräckligt skydd för den avsedda servicemiljön.
- Dimensionell verifiering av kritiska egenskaper: Håldiametrar, kant-till-hål-avstånd och böjda flänsvinklar vid monteringsgränssnitt mäts med en optisk komparator eller koordinatmätmaskin vid definierade provtagningsfrekvenser för att bekräfta att delar förblir inom toleransfönstret under hela produktionskörningen.
- Gradhöjdskontroll: Exponerade kanter och stansade hål kontrolleras med avseende på gradhöjd – normalt krävs under 0,1 mm – för att förhindra skador på kabelisoleringen, operatörsskada under montering och spänningskoncentration som kan initiera utmattningssprickor under drift av apparaten.
Jämföra applikationskrav över stämplingssegment
De tre primära segmenten – allmänna metallstämplingsdelar, elektroniska stämplingsdelar, bärbara stämplingsdelar och hushållsapparater – delar samma kärntillverkningsprocess men skiljer sig avsevärt i materialkvalitet, dimensionstolerans, ytfinish och servicemiljökrav. Tabellen nedan sammanfattar de viktigaste skillnaderna för att stödja specifikations- och inköpsbeslut:
| Attribut | Elektroniska stämplingsdelar | Laptop stämpling delar | Stämplingsdelar för hushållsapparater |
|---|---|---|---|
| Typisk materialtjocklek | 0,1 – 0,5 mm | 0,3 – 1,0 mm | 0,5 – 2,5 mm |
| Nyckelmaterial | Fosforbrons, berylliumkoppar, nickel-silver | Höghållfast rostfritt stål, kallvalsat stål | Galvaniserat stål, rostfritt stål 430, aluminiumlegering |
| Dimensionell tolerans | ±0,02 – ±0,05 mm | ±0,05 – ±0,10 mm | ±0,10 – ±0,30 mm |
| Primärt prestationsfokus | Konduktivitet, kontaktkraft, EMI-dämpning | Utmattningsliv, styvhet, viktminimering | Korrosionsbeständighet, strukturell lastkapacitet |
| Ytbehandling | Guldplätering, nickelplätering, plätering av tenn | Elektrofritt nickel, svartoxid, kemisk omvandling | Varmförzinkning, pulverlack, anodisering |
| Design livslängd | 3 – 5 år (konsumentcykel) | 3 – 7 år | 10 – 15 år |

Inköp av metallstämplingsdelar: Vad man ska utvärdera hos en leverantör
Att välja en kapabel stämplingsleverantör kräver att teknisk infrastruktur, kvalitetsledningssystem och produktionskapacitet utvärderas parallellt. Den lägsta styckprisuppgiften från en leverantör utan validerad verktygskapacitet, utrustning för inspektion i processen och kontroll av ytbehandling kommer konsekvent att ge högre totalkostnad genom omarbetning, linjestopp och returer på fältet. Följande kriterier ger en strukturerad utvärderingsram:
- Verktygsdesign och underhållskapacitet: Intern progressiv formdesign, CNC-verktygsrumsutrustning och dokumenterade formunderhållsscheman är indikatorer på en leverantör som kan kontrollera detaljkvaliteten genom verktygstillgången snarare än att förlita sig på sortering.
- Presskapacitetsområde: En leverantörsflotta som sträcker sig över 25-tons bänkpressar till 400-tons gap-frame eller raksida pressar indikerar förmåga att hantera både ömtåliga elektroniska stämpling delar och tunga hushållsmaskiner stämpling delar inom en enda källa relation.
- Metrologi och inspektionsinfrastruktur: CMM-kapacitet, optiska komparatorer, ytråhetstestare och saltspraytestkammare på plats indikerar att leverantören kan generera objektiva kvalitetsdata snarare än att förlita sig på enbart visuell inspektion.
- Certifieringar: ISO 9001:2015 som baslinjekvalitetsledningssystem; IATF 16949 för deltagande i fordonsförsörjningskedjan; ISO 14001 för miljöledning – särskilt relevant när ytbehandlingsprocesser involverar reglerade kemikalier.
- Material spårbarhet: Brukscertifikat kopplade till produktionsbatch-poster tillåter felanalysteam att spåra fältdefekter tillbaka till specifika materialupphettningar och bearbetningskörningar — ett icke förhandlingsbart krav för stämplingsdelar för bärbara datorer och elektroniska stämplingsdelar som levereras till reglerade slutmarknader.
Tidigare inlägg
Lättvikt, hög precision: strategierna för djupdragningsverktyget driver EV Body Panel Innovation
Nästa inlägg
Från karosspaneler till batterihöljen: tekniken bakom djupdragningsverktyg för fordon
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
