-
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
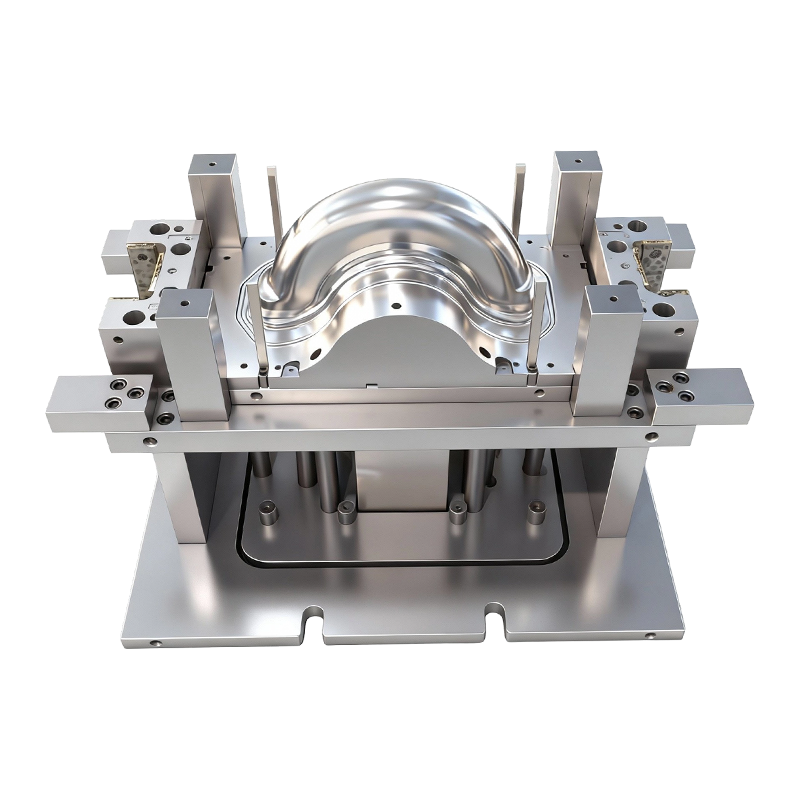
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
Nya energifordon, kopparstämplingsdelar
Nya energifordon med kopparstämplingsdelar är l...
-
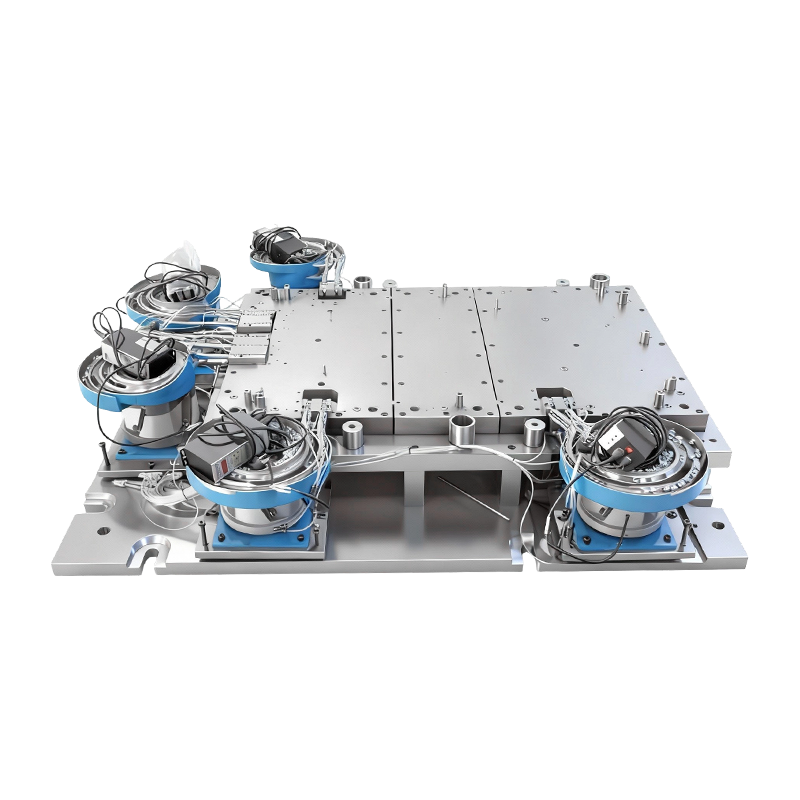
Automatisk nitform för stor datormaskinbas
Denna automatiska nitform för stor datormaskinb...
-
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
Branschnyheter
Hem / Nyheter / Branschnyheter / Från karosspaneler till batterihöljen: tekniken bakom djupdragningsverktyg för fordon
Från karosspaneler till batterihöljen: tekniken bakom djupdragningsverktyg för fordon
2026-04-21
Vad är stämpelmatris för bilar och hur fungerar de
Automotive stämpel stansar är precisionsverktygssystem som används för att forma platta metallplåtar till komplexa tredimensionella komponenter genom kontrollerad plastisk deformation. Bloch de olika typerna, ritningsmatriser and djupteckning dör är de mest kritiska för att producera ihåliga eller skålformade delar - från ytterpaneler och huvar till dörrar till batterihöljen och strukturella förstärkningar.
Djupdragningsprocessen fungerar genom att trycka in ett platt metallämne i en formhålighet med hjälp av en stans, medan en ämneshållare applicerar kontrollerad kraft för att styra metallflödet och förhindra defekter. Till skillnad från grund formning, uppnår djupdragning ett dragningsförhållande - förhållandet mellan ämnesdiameter och stansdiameter - som vanligtvis överstiger 2,5:1, vilket möjliggör produktion av betydligt djupare delar i förhållande till deras bredd. Denna förmåga är väsentlig för fordonstillämpningar där komplex geometri och strukturell integritet måste samexistera.
En komplett formenhet inkluderar vanligtvis fyra huvudkomponenter:
- Den punch , som fysiskt deformerar metallämnet nedåt in i kaviteten
- Den dö (honform), som definierar den formade delens yttre form och dimensioner
- Den tom hållare , som utövar justerbart tryck på plåtflänsen för att hantera materialflödet
- Den dö set (bas- och styrenhet), vilket säkerställer exakt uppriktning och repeterbarhet över produktionscykler
Tillsammans måste dessa komponenter konstrueras med toleransnivåer som vanligtvis hålls vid ±0,02 mm , vilket säkerställer dimensionell noggrannhet över stora produktionsserier som kan nå hundratusentals delar per år.
Viktiga designkriterier för högpresterande djupdragningsverktyg
Att designa effektiva djupdragningsformar för bilbruk kräver en balansering av flera konkurrerande tekniska krav. Dålig design leder till sprickbildning, skrynkling, återfjädring eller för tidigt slitage av verktyg – allt detta ökar direkt produktionskostnaderna och stilleståndstiden. Följande parametrar är centrala för att uppnå konsekvent, felfri uteffekt.
Blank Hållare Force Control
Blankhållarkraft (BHF) är en av de mest inflytelserika variablerna i djupdragningsprocessen. Otillräcklig BHF gör att plåten bucklas och skrynklas när den rinner inåt; överdriven BHF begränsar materialflödet och leder till rivning eller sprickbildning i stansradien. Moderntt stämpelmatris för bilar använd hydrauliska eller servostyrda ämneshållare som kan dynamiskt justera trycket under hela slagcykeln — ofta varierande från 20 % till 80 % av maximal kraft beroende på formdjup och materialtyp.
Ytfinish och friktionsreducering
Formytor i kontakt med metallplåten måste uppnå en ultrajämn finish för att minimera friktionsinducerad förtunning och skavning. Branschstandarder för hög prestanda djupteckning dör kräver en ytjämnhet av Ra ≤ 0,05 μm , uppnås genom polering, hårdförkromning eller fysisk ångavsättning (PVD) beläggningar såsom TiCN eller DLC (diamantliknande kol). Dessa beläggningar förlänger också avsevärt verktygets livslängd, vilket minskar utbytesintervallen i massproduktionsmiljöer.
Modulär verktygsarkitektur
Modulära formstrukturer tillåter individuella komponenter - såsom stansar, insatser eller ämneshållarsegment - att bytas ut oberoende av varandra snarare än att behöva byta ut hela formen. För biltillverkare som kör flera modellvarianter på delade plattformar, minskar modulariteten verktygsinvesteringar med 25–40 % och förkortar omställningstiden från timmar till minuter. Denna designstrategi förenklar också underhållsschemaläggning och möjliggör snabbare anpassning till tekniska förändringsorder (ECOs).
Tillämpningar i traditionella fordon kontra elektriska fordon
Även om den grundläggande mekaniken för djupritning förblir konsekvent, skiljer sig de specifika kraven för traditionella fordon och elfordon (EV) avsevärt – vilket återspeglar skillnader i material, geometrier och strukturella prioriteringar.
| Parameter | Traditionella fordon | Elfordon |
|---|---|---|
| Primära material | Mjukt stål, HSLA stål | Aluminiumlegering, magnesium-aluminiumlegering |
| Typiskt ritningsförhållande | 1,8:1 – 2,2:1 | 2,5:1 och högre |
| Nyckelformade komponenter | Dörrpaneler, huvar, bagageluckor | Batterihöljen, motorhus, golvbrickor |
| Toleranskrav | ±0,05 mm (kroppspaneler) | ±0,02 mm (battery enclosures) |
| Materiell utmaning | Slitstyrka för stålformning | Förebyggande av rejsning med mjuka legeringar |
För EV-specifika applikationer, ritningsmatriser designade för batterihöljen av magnesium-aluminiumlegering står inför unika utmaningar. Dessa lätta legeringar har lägre duktilitet än stål och är mer benägna att återfjädra och ytskorna. Formar för dessa komponenter är typiskt konstruerade med uppvärmda verktyg (varmformning vid 200–300°C) för att förbättra materialflödet, tillsammans med specialiserade smörjmedelstillförselkanaler integrerade i formstrukturen för att bibehålla konsekventa friktionsförhållanden under långa produktionsserier.
Simuleringsteknik och intelligent övervakning i formteknik
Modern stämpelmatris för bilar utvecklas i samband med avancerade simuleringsplattformar innan några fysiska verktyg tas fram. FEA-mjukvara (finita element analysis) – inklusive verktyg som AutoForm, Pam-Stamp och LS-DYNA – gör det möjligt för ingenjörer att praktiskt taget simulera hela formningsprocessen, förutsäga uttunningsfördelning, riskzoner för rynkningar, återgångsstorlek och krav på ämnens hållartryck med hög noggrannhet.
Ett typiskt simuleringsarbetsflöde för en komplex djupdragen komponent inkluderar:
- Materialkarakteriseringsingång — sträckgräns, n-värde (töjningshärdningsexponent), r-värde (plastiskt anisotropiförhållande) för den specifika legeringen och härdningen
- Forming limit diagram (FLD) analys — identifiera säkra, marginal- och felzoner inom den bildade delen
- Springback kompensationsmodellering — förutsäga elastisk återhämtning och förkompensera formgeometrin för att uppnå slutlig nettoform
- Dö prova virtuell iteration — minska fysiska provcykler från 10–15 till färre än 5 per del, vilket sparar betydande tid och materialkostnader
Utöver design, är intelligenta övervakningssystem alltmer inbäddade i produktionen djupteckning dör själva. Piezoelektriska kraftsensorer mäter kraftfördelningen av ämneshållaren i realtid, medan akustiska emissionssensorer upptäcker tidiga tecken på gnagsår eller materialsprickor innan defekta delar produceras. Data från dessa sensorer matas in i tillverkningsexekveringssystem (MES), vilket möjliggör processtyrning i sluten slinga som justerar pressparametrar dynamiskt – bibehåller dimensionsstabilitet även när materialbatchegenskaper varierar mellan spolarna.
Materialval och ytbehandling för lång livslängd
Livslängden för ritningsmatriser i högvolym bilproduktion är en kritisk ekonomisk faktor. En typisk kroppspanelformsats kan förväntas producera 500 000 till 1 000 000 delar innan den kräver större renovering. För att uppnå detta krävs noggrant val av formmaterial och ytbehandlingar anpassade till arbetsstyckets material och produktionsvolym.
Vanliga formmaterial som används vid bilstämpling inkluderar:
- Duktilt gjutjärn (GGG70L) — kostnadseffektiv för stansar med låg till medelstor volym, bra bearbetningsförmåga men lägre hårdhet (58–62 HRC efter behandling)
- Verktygsstål (D2, DC53) — högre hårdhet och nötningsbeständighet, föredraget för högvolymsstålformningsverktyg
- Hårdmetallskär — appliceras i kontaktzoner med högt slitage som stansradier och dragpärlor, vilket förlänger den lokala livslängden med 3–5× jämfört med enbart verktygsstål
- Aluminium bronslegeringar — används för stansar som bildar aluminium- eller magnesiumarbetsstycken, förhindrar skador på grund av olik materialparning
Ytbehandlingar som appliceras efter bearbetning och värmebehandling förbättrar prestandan ytterligare. Nitrering ökar ythårdheten till 70 HRC samtidigt som kärnans seghet bibehålls. PVD-beläggningar som TiAlN erbjuder en hårdhet som överstiger 3 000 HV och reducerar friktionskoefficienter från ~0,15 till under 0,05 – vilket direkt kan översättas till minskad förtunning i lättviktskomponenter där väggtjocklekens enhetlighet är avgörande för tätning av batterihöljet och strukturell prestanda.
Anpassning av fordonsstämpeldynor för lättvikts- och höghållfasthetstrender
Bilindustrins accelererande övergång mot lättvikt – driven av både effektivitet och utsläppsregler för elbilar – omformar i grunden de krav som ställs på stämpelmatris för bilar . Avancerade höghållfasta stål (AHSS) med draghållfastheter över 1 000 MPa, såväl som aluminiumlegeringar i serierna 6xxx och 7xxx, ersätter i allt högre grad konventionellt mjukt stål i strukturella tillämpningar. Dessa material kräver betydligt högre formningskrafter, mer exakt BHF-kontroll och förbättrade strategier för återfjädringskompensation jämfört med sina föregångare.
För tillverkare som levererar matriser till denna växande marknad har svaret varit flera riktningar. Formkonstruktioner designas om med högre styvhet för att motstå ökade formningsbelastningar utan avböjningsinducerade dimensionsfel. Kyl- och värmekanaler integreras i formkroppar för att möjliggöra varm- eller varmformning av aluminium och borstål. Och simuleringsdrivna testprocesser komprimerar utvecklingstidslinjer även när delars komplexitet ökar.
I slutändan, djupteckning dör för nästa generations fordons- och elbilskomponenter måste samtidigt leverera snävare toleranser, längre livslängd, snabbare installation och kompatibilitet med ett bredare utbud av avancerade material. För att uppnå denna balans krävs ett integrerat tekniskt tillvägagångssätt – som kombinerar precisionstillverkning, avancerade beläggningar, processövervakning i realtid och materialvetenskaplig expertis – som positionerar djupdragningsverktygstekniken som en central möjliggörare för fordonsindustrins omvandling.

Tidigare inlägg
Metallstämplingsdelar: Typer och applikationer
Nästa inlägg
Varför aluminiumlegering ersätter stål i elektroniska stämplingsdelar?
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
