-
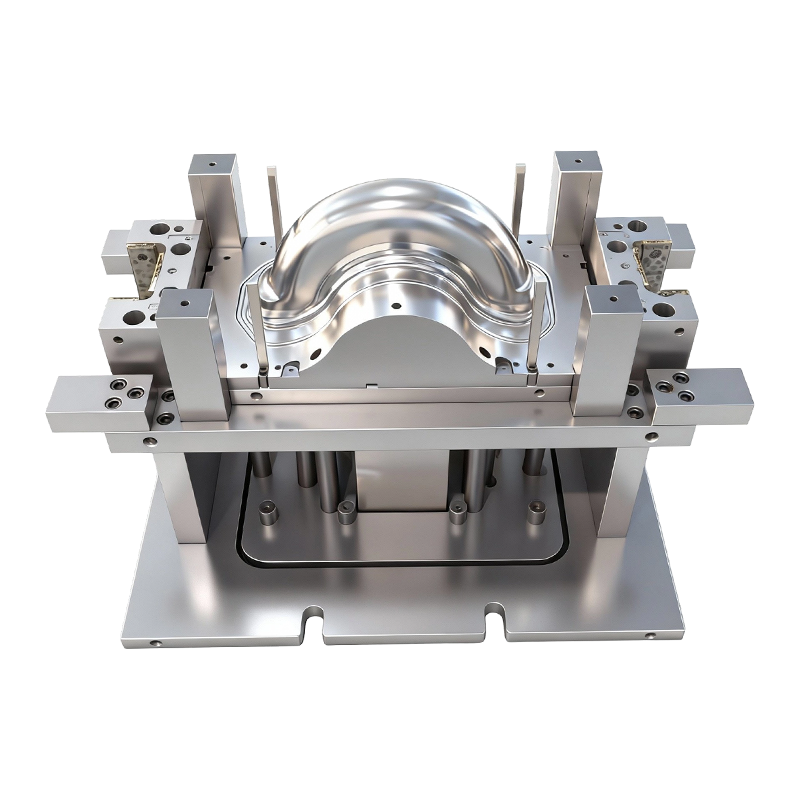
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
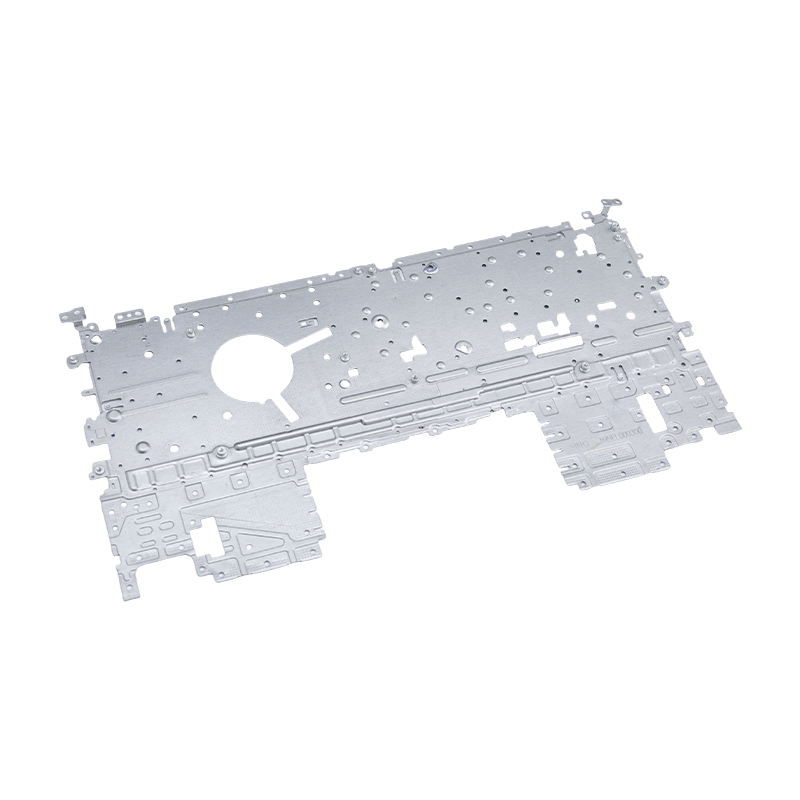
Laptop stämpling delar
Våra stämplingsdelar för bärbara datorer är pre...
-

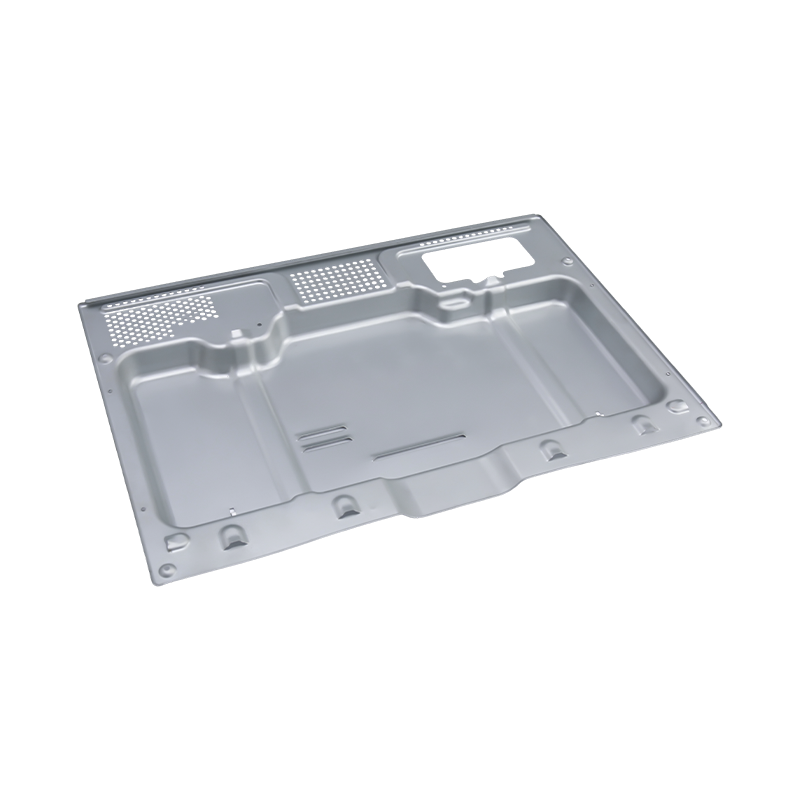
Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
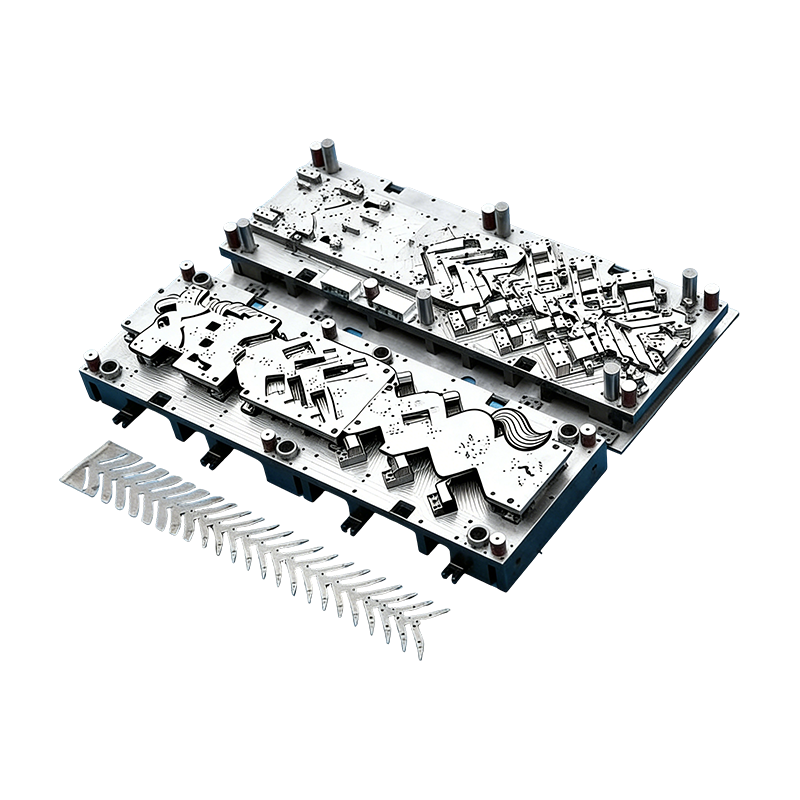
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
-
High-end ugnsstämpeldelar
Våra avancerade ugnsstämpeldelar är precisionst...
-
High-end stora datorstämplingsdelar
Våra avancerade stora datorstämplingsdelar är p...
Branschnyheter
Hem / Nyheter / Branschnyheter / Lättvikt, hög precision: strategierna för djupdragningsverktyget driver EV Body Panel Innovation
Lättvikt, hög precision: strategierna för djupdragningsverktyget driver EV Body Panel Innovation
2026-05-07
Vad som skiljer djupdragningsmatriser för fordon från standardverktyg
Djupdragningsformar som används inom bil- och elfordonstillverkning är inte utbytbara med plåtverktyg för allmänt bruk. De är specialkonstruerade system som består av fyra primära komponenter - stansar, stansar, stanshållare och stanssatser - var och en optimerad för att fungera tillsammans under extrema formningsbelastningar. I en typisk bilstämpelpress sjunker stansen ner i formhåligheten medan ämneshållaren applicerar ett kontrollerat nedåtriktat tryck på plåtflänsen, vilket leder metallflödet in i kaviteten utan att skrynklas eller rivas. Förmsatsen ger den styva strukturella ramen som bibehåller inriktningen under cykliska belastningar som kan överstiga flera hundra ton per slag.
Vad som utmärker fordonsklass djupteckning dör är den precisionstolerans som krävs genom hela verktyget. Dimensionsnoggrannheten hålls vanligtvis till ±0,02 mm över kritiska formningsytor, ett krav som drivs av det faktum att kumulativa avvikelser över en karosseripanel – till exempel en dörryttre panel – direkt översätts till synliga ytdefekter eller monteringsluckor som påverkar både estetik och strukturell passform. Ytfinish på stans- och formradier är lika kritisk: ett Ra-värde på ≤0,05 μm (nära spegelkvalitet) minimerar friktionsinducerad förtunning och skåror, särskilt vid bearbetning av höghållfasta eller lätta legeringar.
Formbarhet av aluminiumlegeringar och aluminiumsmältpunktens roll i processdesign
Aluminiumlegering har blivit det dominerande lättviktsmaterialet för både traditionella fordonskarosser och EV-konstruktionskomponenter, drivet av dess gynnsamma förhållande mellan styrka och vikt, korrosionsbeständighet och återvinningsbarhet. Emellertid erbjuder aluminium unika utmaningar vid djupdragning som är direkt kopplade till dess materialegenskaper – inklusive dess termiska beteende i förhållande till aluminiumsmältpunkt .
Rent aluminium smälter vid ungefär 660°C , men de aluminiumlegeringar som används vid bilstämpling - främst 5xxx (Al-Mg) och 6xxx (Al-Mg-Si) serierna - har smältintervall som börjar något lägre beroende på legeringssammansättning. Även om själva aluminiumsmältpunkten inte nås direkt under kallpressning, är den mycket relevant för två processangränsande områden: varmformning och hantering av formkylning. Vid varmformning av aluminium värms ämnena till 200–300 °C (en noggrant utvald del av smältpunkten) för att öka duktiliteten och minska återfjädring, vilket möjliggör produktion av komplexa geometrier som skulle spricka under formningsförhållanden i omgivningstemperatur. Formdesigners måste ta hänsyn till termisk expansion vid dessa temperaturer, omkalibrera spelrum och parametrar för ämneshållarens kraft i enlighet därmed.
Även vid konventionell kall djupdragning kan friktionsvärme som genereras vid gränssnitten mellan stansämne och stansämne höja lokala yttemperaturer avsevärt. För aluminiumlegeringar, som har en relativt låg smältpunkt jämfört med stål, accelererar överdriven lokal uppvärmning gallring - den vidhäftande överföringen av aluminium på formytor - vilket försämrar ytfinishen, ökar formningskrafterna och förkortar verktygets livslängd. Detta gör smörjstrategin och valet av formytbeläggning särskilt viktigt vid bearbetning aluminiumlegering lakan.
Vanliga aluminiumlegeringar för fordon och deras formegenskaper
| Alloy-serien | Typiskt betyg | Smältområde (°C) | Nyckelapplikation |
|---|---|---|---|
| 5xxx (Al-Mg) | 5052, 5182 | 607–649 | Huvinsida, dörrinsida, EV-kapslingar |
| 6xxx (Al-Mg-Si) | 6016, 6111 | 610–655 | Yttre karosspaneler, strukturella förslutningar |
| Mg-Al (magnesium-aluminium) | AZ31, AM60 | 470–630 | EV batterihöljen, instrumentpaneler |
EV-specifik formdesign: djupdragningsförhållanden, batterihöljen och lättvikt
Tillverkning av elfordon ställer krav på djupdragningsformar som går utöver vad traditionella fordonsstämplingar kräver. Den mest tekniskt krävande applikationen är bildandet av batterihöljen av magnesium-aluminiumlegering - stora, djupa, strukturellt komplexa höljen som skyddar battericellsuppsättningar samtidigt som de bidrar till fordonets totala viktbudget. Dessa komponenter kräver djupdragningsförhållanden som överstiger 2,5:1 (förhållandet mellan ämnesdiameter och stansdiameter), vilket pressar materialet till dess duktilitetsgränser och kräver exceptionell formkonstruktion för att undvika flänssprickor eller överdriven väggförtunning.
Att minimera materialförtunning över den dragna väggen är avgörande för batterihöljen eftersom enhetlig väggtjocklek direkt påverkar strukturell styvhet och krockprestanda. Formdesigners tar itu med detta genom flera samordnade strategier: optimering av stansnosens radie för att fördela töjningen jämnare, implementera profiler med variabel ämneshållarkraft (BHF) som ökar trycket progressivt när dragdjupet ökar, och applicering av flerstegsritningssekvenser för särskilt djupa geometrier snarare än att försöka formning med en operation.
Skiftet mot lättviktsfördelning har också drivit antagandet av modulära formstrukturer i EV-program. Istället för att bearbeta ett monolitiskt stansblock använder modulära konstruktioner utbytbara skär för områden med högt slitage som stansningsradier och stanshörn. Detta tillvägagångssätt minskar verktygskostnaden per fordonsprogram med 20–35 % i scenarier med stora volymer, eftersom slitna skär kan bytas ut utan att hela formsatsen skrotas. Modulära matriser möjliggör också snabbare anpassning när designiterationer inträffar under EV-utvecklingscykeln, som tenderar att röra sig snabbare än traditionella bilprogram.
Blank Holder Force Control: Förhindrar skrynkling och sprickbildning samtidigt
Blankhållarkraften är den enskilt mest inflytelserika processvariabeln vid djupdragning, och dess korrekta kalibrering är det som skiljer en stabil produktionsprocess från en benägen att skrota. För lite BHF gör att flänsen bucklas under tryck i omkretsspänningen, vilket ger rynkor som inte kan tillplattas vid efterföljande operationer. För mycket BHF hindrar metall från att flöda in i formhåligheten, vilket orsakar dragbrott i väggen - vanligtvis vid stansradien, där materialet är tunnast.
For aluminiumlegering plåt är det acceptabla BHF-fönstret smalare än för lågkolhaltigt stål eftersom aluminium har en lägre töjningshärdningsexponent och är känsligare för lokal förtunning. Modern bil djupteckning dör åtgärda detta med hydrauliska eller servostyrda ämneshållare som dynamiskt kan justera trycket i realtid baserat på feedback från lastceller inbäddade i formstrukturen. Denna slutna kretsstyrning är särskilt värdefull när man drar komponenter av magnesium-aluminiumlegering vid förhöjda temperaturer, där materialflödesspänningen ändras kontinuerligt när ämnet svalnar under slaget.
Följande faktorer måste balanseras vid inställning av ämneshållarparametrar för en ny djupritningsoperation:
- Materialets sträckgräns och töjning: Höghållfasta legeringar kräver större BHF för att förhindra skrynkling men är samtidigt mer känsliga för sprickbildning, vilket kräver snävare kontrollbandbredd.
- Tom geometri och ritningsdjup: Icke-cirkulära ämnen - vanliga i applikationer med dörrpaneler och batterihöljen - utvecklar ojämna flänsspänningsfördelningar, vilket kräver segmenterade eller variabelgeometriska ämneshållare.
- Smörjfilmstjocklek: Tjockare smörjmedelsfilmer minskar friktionen och sänker den BHF som krävs för att förhindra gnidning, men överdriven smörjning kan orsaka hydroplaningseffekter som destabiliserar metallflödet.
- Tryckhastighet: Högre stanshastigheter ökar töjningshastigheterna, vilket påverkar aluminiums flödesspänning och minskar det säkra BHF-intervallet — en kritisk faktor vid skalning från prototyp till massproduktionspresslinjer.
Simuleringsdriven formutveckling och intelligent övervakning i massproduktion
Den moderna utvecklingen av fordonsformar förlitar sig inte längre på enbart fysiskt prov. Finita elementanalys (FEA)-baserad formningssimulering – med hjälp av mjukvaruplattformar som AutoForm eller Dynaform – tillåter formingenjörer att virtuellt testa formningsförhållanden innan ett enda stycke verktygsstål skärs. Simulering förutsäger noggrant uttunningsfördelning, skrynkelriskzoner, återställningsstorlek och krav på formningskraft, vilket gör det möjligt för konstruktörer att optimera stansgeometri, stansningsradier och BHF-profiler beräkningsmässigt. För aluminiumlegering komponenter med komplex krökning, kan simulering minska fysiska provupprepningar med 40–60 %, vilket komprimerar tidslinjerna för formutveckling avsevärt.
När formarna väl kommer in i massproduktion bibehåller intelligenta övervakningssystem processstabilitet över tusentals slag per skift. Akustiska emissionssensorer upptäcker uppkomsten av gnissling eller yta innan det blir synligt. Töjningsmätararrayer i formstrukturen spårar kraft i realtid, flaggar avvikelser som indikerar ämnesvariation eller smörjmedelsnedbrytning. Vision-system utför 100 % optisk inspektion av dragna delar omedelbart efter utkastning, mäter kritiska dimensioner mot CAD-nominella värden och flaggar automatiskt delar utanför toleransen för borttagning innan de når nedströmsmontering.
Denna integrering av simulering och övervakning under press återspeglar en bredare branschövergång: djupteckning dör är inte längre passiva verktyg utan aktiva komponenter i ett datadrivet tillverkningssystem. För fordons- och elbilstillverkare som har fastställt noll-defekter i produktionsmål, är investeringar i simuleringsvaliderade formkonstruktioner och sensorutrustade produktionsverktyg inte ett premiumalternativ – det är ett konkurrenskraftigt baslinjekrav eftersom industrin accelererar sin övergång mot lättviktare med avancerad aluminiumlegering material.

Tidigare inlägg
Bilsätesstämplingsdelar: Kvalitets- och passformsguide
Nästa inlägg
Metallstämplingsdelar: Typer och applikationer
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
