-
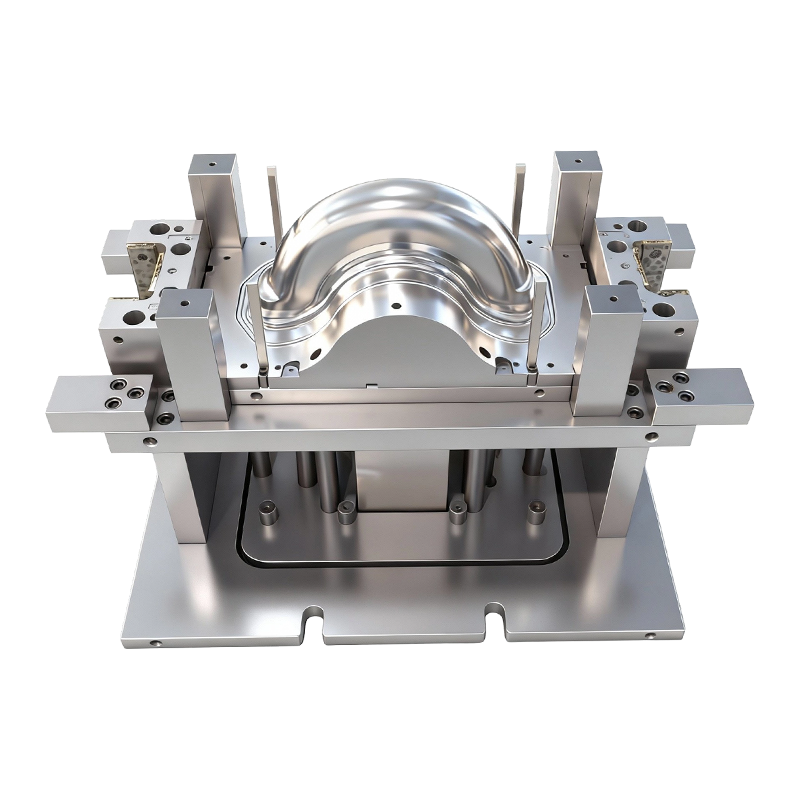
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
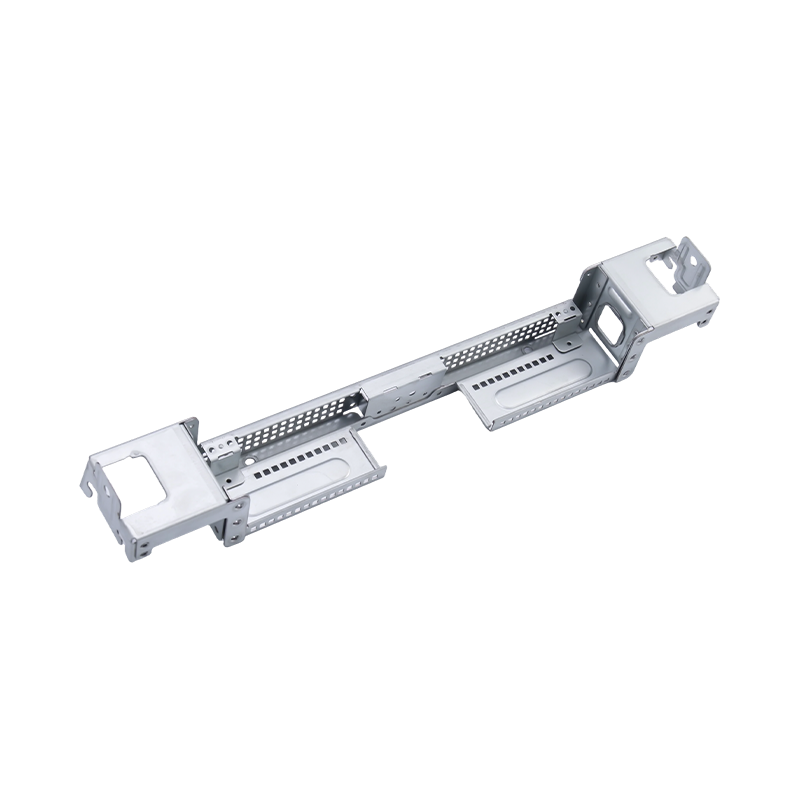
High-end stora datorstämplingsdelar
Våra avancerade stora datorstämplingsdelar är p...
-
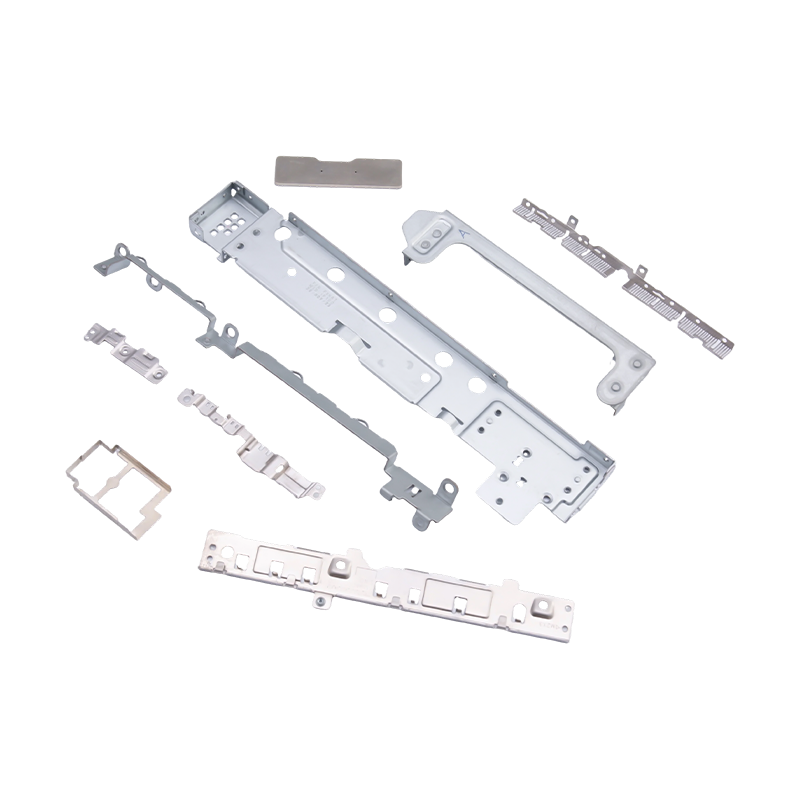
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
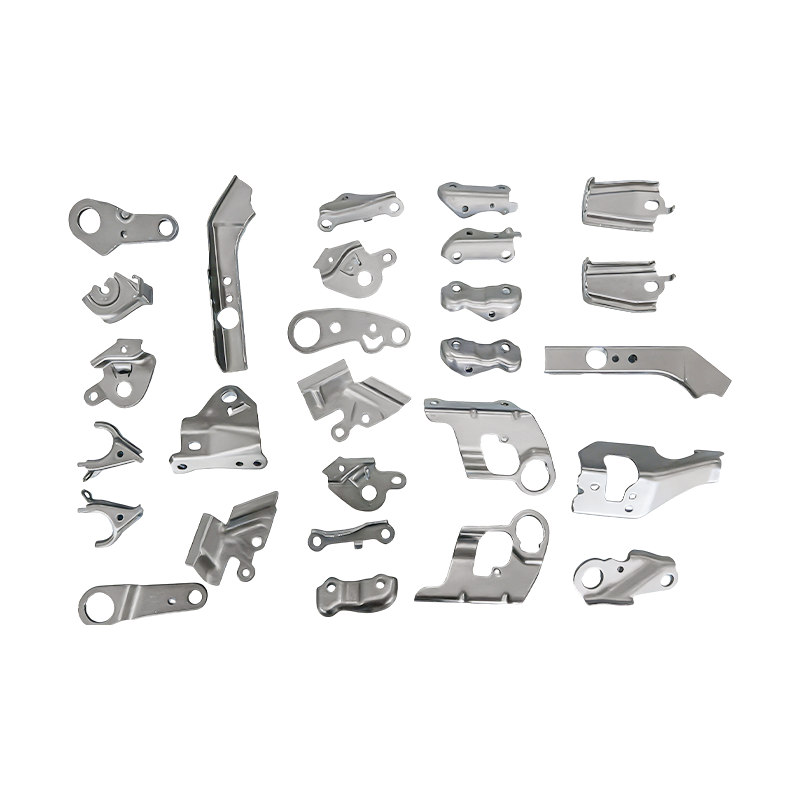
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
-
Nya energifordon, kopparstämplingsdelar
Nya energifordon med kopparstämplingsdelar är l...
Branschnyheter
Bilsätesstämplingsdelar: Kvalitets- och passformsguide
2026-05-13
Vad är stämplingsdelar för bilstolar och varför de är viktiga
Bilbarnstol stämplade delar är precisionsformade metallkomponenter som fungerar som den strukturella kärnan i bilsätesramverk. Tillverkade genom högprecisionspressningsprocesser, är dessa delar formade av höghållfasta stål- eller aluminiumplåtar med hjälp av formverktyg under tusentals ton presskraft. Resultatet är en komponent med konsekvent väggtjocklek, rena kanter och snäva dimensionstoleranser - egenskaper som inte är förhandlingsbara i biltillämpningar.
Till skillnad från svetsade eller gjutna alternativ erbjuder stansade delar överlägsen repeterbarhet och ytintegritet. I ett sätesaggregat fungerar de som det bärande skelettet, och gränsar direkt till sittdynor, justeringsfästen och vilstolsmekanismer. Alla dimensionsavvikelser i dessa komponenter fortplantar sig genom hela sätessystemet, vilket påverkar både komforten och passagerarnas säkerhet.
Den globala bilsätesmarknaden värderades till över 68 miljarder USD 2023, och metallstolskonstruktioner representerar en betydande del av materialkostnaden per sittplats. Att välja rätt stämplingsdelar – och rätt leverantör – påverkar direkt monteringseffektiviteten, produktens livslängd och regelefterlevnad.
Materialval: Höghållfast stål kontra aluminiumlegering
De två dominerande materialen för metallstämplade delar för bilbarnstolar är höghållfast stål (HSS) och aluminiumlegering. Var och en erbjuder en distinkt prestandaprofil, och det korrekta valet beror på den specifika sätespositionen, fordonsplattformen och viktmålen.
| Egendom | Höghållfast stål | Aluminiumlegering |
|---|---|---|
| Draghållfasthet | 590–1500 MPa | 200–500 MPa |
| Vikt | Högre | ~35% lättare än stål |
| Korrosionsbeständighet | Kräver beläggning | Naturligt resistent |
| Kostnad | Lägre | Högre |
| Typisk tillämpning | Sidoramar, golvfästen | EV-stolar, sport- och premiumsegment |
Avancerade höghållfasta stål (AHSS), såsom dubbelfas (DP) och martensitiska (MS) kvaliteter, används nu i stor utsträckning i sitssidoramar och tvärbalkar där krockenergiabsorption är avgörande. Dessa kvaliteter tillåter minskning av väggtjockleken utan att offra strukturell prestanda - en nyckelfaktor för att uppnå både vikt- och säkerhetsmål samtidigt.
Aluminiumlegeringar, särskilt serierna 5xxx och 6xxx, specificeras alltmer i elfordonsplattformar där varje kilogram viktminskning direkt utökar körräckvidden. Även om aluminiumstämplingar kräver mer komplexa verktygs- och formningsstrategier på grund av lägre duktilitet, motiverar vinsten i massminskning ofta investeringen för program med stora volymer.

Belastningsprestanda: Statiska, dynamiska och vibrationskrav
Bilstolens stämplingsdelar måste fungera tillförlitligt över tre olika belastningskategorier under ett fordons livslängd. Att förstå dessa krav är viktigt när man utvärderar delspecifikationer eller kvalificerar en leverantör.
Statisk lastbärande
Statisk belastning hänvisar till passagerarnas kontinuerliga vikt och själva sätet. Regulatoriska standarder som ECE R17 (Europa) och FMVSS 207/210 (USA) definierar minimibelastningströsklar för sätesförankringar och strukturella komponenter. En typisk sitsram måste tåla en bakåtlast på 20 gånger stolens vikt utan permanent deformation. Stämplingsdelar som bildar basskenan, sidofästet och monteringsgränssnittet för vilstolen är de primära lastvägarna i dessa tester.
Dynamisk belastning och kraschprestanda
Dynamiska belastningar uppstår under fordonsacceleration, inbromsning och – mest kritiskt – krockhändelser. Vid en frontalkollision måste säteskonstruktioner begränsa säkerhetsbälteskrafter på upp till 30 kN samtidigt som tillräcklig strukturell integritet bibehålls för att förhindra passagerarnas intrång i angränsande sittplatser. Stämplingsgeometrin, kornorienteringen och värmebehandlingen av stålet påverkar alla hur delen absorberar och omfördelar dessa impulskrafter.
Vibrationsmotstånd
Under en typisk fordonslivslängd på 200 000 kilometer utsätts säteskomponenter för kontinuerliga lågfrekventa vibrationer från vägytor och drivlinor. Stämplade delar med inkonsekvent tjocklek, kvarvarande formspänningar eller mikrosprickor vid böjradier är känsliga för utmattningsbrott under dessa förhållanden. Enhetlig tjocklek över den stämplade profilen - en direkt produkt av precisionsformdesign och presskontroll - är den mest effektiva motåtgärden mot vibrationsinducerad trötthet.
Standarddelar för fordonssäkerhet: Överensstämmelse och kvalitetsinspektion
Att uppfylla definitionen av standarddelar för fordonssäkerhet kräver mer än materialcertifiering. Det kräver en dokumenterad kvalitetsledningsprocess som omfattar inkommande material, processkontroll och utgående inspektion – allt spårbart till den färdiga delen.
Följande inspektionsmetoder är standardpraxis vid kvalificerade stämplingsoperationer:
- Inspektion av koordinatmätmaskin (CMM): Verifierar kritiska dimensioner mot den tekniska ritningen till toleranser så snäva som ±0,1 mm. Används för första artikelinspektion och periodisk provtagning under produktionskörningar.
- Hårdhetstestning (Rockwell/Vickers): Bekräftar att efterstämplingsvärmebehandlingen har uppnått målen för mekaniska egenskaper, särskilt i AHSS-komponenter där martensitfasfördelning direkt påverkar styrkan.
- Yt- och kantinspektion: Visuella och taktila kontroller för grader, sprickor och ytföroreningar som kan påverka monteringspassningen eller påskynda korrosion under drift.
- Saltspraytestning: Utvärderar korrosionsskyddssystemet (e-coat, zinkplätering eller fosfatbehandling) som appliceras på stålstansningar. Standardkrav för fordon sträcker sig från 240 till 1 000 timmars exponering för saltsprut utan rödrostbildning.
- Destruktiv drag- och böjprovning: Validerar de mekaniska egenskaperna hos svetsfogar och kritiska böjzoner och säkerställer ingen delaminering eller sprickbildning vid spänningskoncentrationer.
Överensstämmelse med kvalitetssystem – vanligtvis IATF 16949 för fordonsleverantörer – utgör den ram inom vilken dessa inspektionsmetoder används konsekvent. Delar som levereras utan denna certifiering medför en högre risk för oupptäckt processvariation, vilket direkt kan leda till fältfel eller kostsamma återkallelser.
Kompatibilitet mellan sätespositioner och fordonsmodeller
En av de praktiska fördelarna med precision metallstämplade delar för bilbarnstol applikationer är deras anpassningsförmåga över flera sätespositioner och fordonsarkitekturer. Medan delarnas geometrier skiljer sig åt mellan förar-, passagerar- och baksäteskonfigurationer, förblir den underliggande tillverkningsprocessen och kvalitetsstandarderna konsekventa.
Förar- och passagerarsäten fram
Framsätesstämplingsdelarna är de mest strukturellt komplexa, och integrerar monteringspunkter för sidokrockkuddemoduler, höjdjusteringsskenor, skjutreglage fram och bak och ankare för säkerhetsbältesförspännare. Måttnoggrannheten vid dessa gränssnitt är avgörande: ett felinriktat monteringshål för krockkuddefästet, till exempel, kan orsaka utlösningstidsfel som äventyrar passagerarskyddet. Framsätesramar har också den högsta regulatoriska granskningen under krocktestprotokoll.
Baksätets strukturer
Baksätets stämplingsdelar spänner ofta över bredare tvärsnitt och måste rymma fällbara mekanismer i SUV- och vagnplattformar. Dessa delar kräver snäva planhetstoleranser för att säkerställa jämn belastning över den vikbara gångjärnslinjen och konsekvent spärringrepp. I treradiga fordon delas ofta andra och tredje sätesramar mellan modellvarianter – vilket gör utbytbarheten av delar till en direkt kostnadsdrivare som precisionsstämpling stöder effektivt.
Över alla sätespositioner måste gränssnittsdimensionerna mellan stämplade ramkomponenter och intilliggande system – skumklämmor, växlar för vilstolar, golvskenas bultar – vara i linje med vanliga standarder för fordonsmontering. Delar som överensstämmer med dessa dimensionella konventioner kan integreras i nya fordonsprogram med minimala verktygsändringar, vilket minskar utvecklingsledtiden och kvalificeringskostnaderna för både OEM-tillverkare och eftermarknadsleverantörer.
Tidigare inlägg
Deep Drawing Die Design: Punch, Die, Clearance & Multi-Stage Reduction Guide
Nästa inlägg
Lättvikt, hög precision: strategierna för djupdragningsverktyget driver EV Body Panel Innovation
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
