-
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
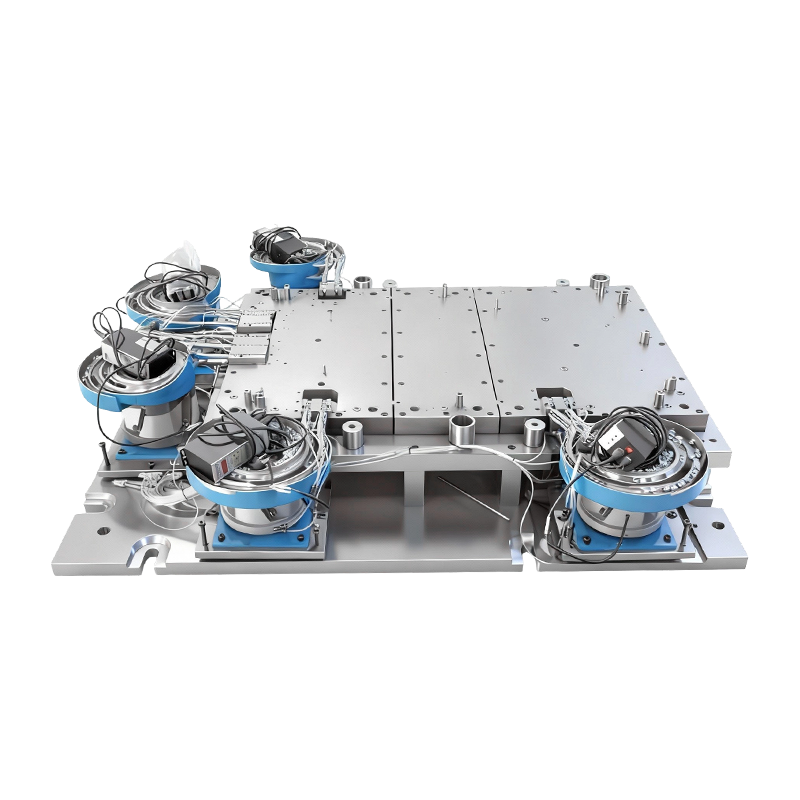
Automatisk nitform för stor datormaskinbas
Denna automatiska nitform för stor datormaskinb...
-
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
-
Nya energifordon, kopparstämplingsdelar
Nya energifordon med kopparstämplingsdelar är l...
-
Laptop stämpling delar
Våra stämplingsdelar för bärbara datorer är pre...
-
High-end ugnsstämpeldelar
Våra avancerade ugnsstämpeldelar är precisionst...
Branschnyheter
Hem / Nyheter / Branschnyheter / Varför kräver elektroniska stämplingsformar snävare toleranser än stämpelmatriser för hushållsapparater?
Varför kräver elektroniska stämplingsformar snävare toleranser än stämpelmatriser för hushållsapparater?
2026-02-25
Det funktionella gapet som driver toleransskillnader
Toleranskraven för varje stämplingsform härleds i slutändan från vad den färdiga delen måste göra under drift. Stämpelmatris för hushållsapparater producera komponenter – tvättmaskinstrumpaneler, kylskåpsdörrar, luftkonditioneringschassifästen och mikrovågsugnshöljen – där de primära prestandakriterierna är strukturell styvhet, korrosionsbeständighet, ytutseende och passa in i en enhet som monteras av mänskliga händer med mekaniska fästelement. De dimensionella toleranserna som styr dessa delar ligger vanligtvis inom intervallet ±0,1 mm till ±0,3 mm för allmänna profildimensioner och ±0,05 mm för kritiska hålplatser och flänsgränssnitt. Dessa är meningsfulla precisionskrav, men de återspeglar monteringsverkligheten för stora plåtkapslingar där några tiondels millimeters positionsvariation kan absorberas av öppningshål för fästelement, tätningslister eller den inneboende följsamheten hos tunna plåtpaneler.
Elektroniska stämplingsmatriser , däremot producerar delar vars dimensionella noggrannhet är direkt kopplad till elektrisk, mekanisk eller elektromagnetisk prestanda. En anslutningsterminal som är stämplad för att leda 5A ström genom en 0,3 mm tjock fosforbronsremsa måste bibehålla en kontaktkraft inom ett exakt definierat område - för liten kraft och anslutningen blir resistiv eller intermittent, för mycket och den matchande kontakten kan inte sättas in eller så tröttnar terminalen ut i förtid. Den kontaktkraften bestäms av terminalens fjädergeometri, som ställs in av böjningsradien, vinkeln och den utvecklade längden på remsan - som alla styrs till toleranser på ±0,01 mm till ±0,02 mm i en väldesignad elektronisk stämplingsform. En motorlaminering stämplad av kiselstål måste bibehålla en slitsbreddstolerans på ±0,015 mm för att säkerställa att rotor-till-stator luftgapet är enhetligt runt omkretsen, eftersom ojämna luftgap skapar obalanserad magnetisk dragkraft som minskar effektiviteten och genererar vibrationer. Dessa är inte konservativa tekniska marginaler – de är de minsta precisionsnivåer vid vilka den elektroniska enheten fungerar enligt dess specifikation.
Hur Part Scale förstärker precisionskravet i elektroniska stämplingsverktyg
Skala är en av de viktigaste - och mest underskattade - anledningarna till varför elektroniska stämplingsmatriser kräver snävare absoluta toleranser än stämpelmatriser för hushållsapparater. En tvättmaskins trumpanel kan mäta 600 mm × 500 mm, och en positionstolerans på ±0,2 mm på ett monteringshål representerar en relativ precision av 1 del på 3 000 i förhållande till delens största dimension. En USB-C-kontakt kan mäta 8 mm × 2 mm totalt, och en positionstolerans på ±0,02 mm på en kontaktstråle representerar en relativ precision på 1 del av 400 i förhållande till delens största dimension - nästan åtta gånger tätare i relativa termer, och uppnås på en del som är 75 gånger mindre i yta. För att bibehålla den precisionsnivån krävs att varje del av det elektroniska stämplingsdyssystemet - formstålet, styrstolparna, stanshållaren, stripperplattan och själva pressen - presterar på en nivå som skulle vara onödig och oekonomisk för hushållsapparaters präglingsformar.
Miniatyriseringstrenden inom hemelektronik har intensifierat denna utmaning kontinuerligt under det senaste decenniet. Uttagsavstånd som var 2,54 mm (0,1 tum) för tjugo år sedan är nu vanligtvis 0,5 mm eller 0,4 mm i kopplingar med fin delning, och de stämplade särdragen som skapar kontaktgeometrin vid dessa stigningar – balkbredd, slitsbredd, präglingshöjd – måste kontrolleras till en fast tolerans av särdragen. När detaljstorlekarna krymper, krymper den absoluta toleransen proportionellt, även om det relativa precisionskravet förblir konstant. Detta är anledningen till att investeringar i elektroniska stansverktyg konsekvent har krävt högre verktygskostnader, finare stansstål och mer rigorös mätning än stansmaskiner för hushållsmaskiner av samma årgång.
Formkonstruktionsskillnader som återspeglar toleranskrav
Den fysiska konstruktionen av elektroniska stämplingsformar återspeglar deras hårdare toleranskrav på flera specifika och mätbara sätt. Följande tabell jämför de viktigaste konstruktionsparametrarna mellan typiska präglingsmatriser för hushållsapparater och elektroniska präglingsformar över de mest toleranskänsliga designelementen.
| Designelement | Stämpelmatris för hushållsapparater | Elektronisk stämpelmatris |
| Avstånd från stans till stans (per sida) | 8–12 % av materialtjockleken | 3–6 % av materialtjockleken |
| Passningstolerans för styrstolpen | H6/h5 (±0,008 mm) | H5/h4 (±0,003 mm) |
| Stålhårdhet (skärande sektioner) | 58–60 HRC (normalt SKD11) | 62–64 HRC (DC53, SKH51 typisk) |
| Stanspositionstolerans | ±0,02 mm | ±0,005 mm |
| Ytfinish på skärkanter | Ra 0,4–0,8 µm | Ra 0,1–0,2 µm |
| Primär bearbetningsprocess för skär | CNC frässlipning | Tråd EDM-koordinatslipning |
| Omslipningsintervall (typiskt) | 300 000–500 000 slag | 500 000–1 000 000 slag (hårdare stål) |
Den snävare passformen för styrstolpen i elektroniska stämplingsdynor är inte bara ett konservativt tekniskt val - den styr direkt stansens sidoposition i förhållande till stansöppningen vid kontakt med materialet. Vid en stansdiameter på 0,4 mm genom att stansa ett hål i en 0,15 mm tjock kopparlegeringsremsa, representerar en sidoförskjutning på 0,003 mm vid stansspetsen 2 % av stansens diameter och 4 % av materialtjockleken. På dessa skalor blir styrstolpsslop som skulle vara helt oviktiga i en präglingsform för hushållsapparater den dominerande källan till graders höjdvariation och risk för stansbrott.
Materialöverväganden som drar åt toleranskedjan
Stämplingsformar för hushållsapparater bearbetar oftast kallvalsat stål, galvaniserat stål och ibland aluminiumlegeringar i dimensioner på 0,5 mm till 2,0 mm. Dessa material har välkarakteriserade, relativt konsekventa mekaniska egenskaper inom ett värmeparti, och deras återfjädringsbeteende - även om de är verkliga - är förutsägbara nog att kompensera för i formdesignen med standardtekniker för överböjning eller återstötning. Toleransen för inkommande materialtjocklek för kommersiellt kallvalsat stål är typiskt ±5 % av nominellt, och eftersom de formade egenskaperna i hushållsapparater är stora i förhållande till tjockleksvariationen, sprider sig denna variation sällan till ett meningsfullt dimensionsproblem i den färdiga delen.
Elektroniska präglingsformar bearbetar oftast kopparlegeringar, fosforbrons, berylliumkoppar och precisions kallvalsat stål eller kiselstål i mått på 0,05 mm till 0,5 mm. Kopparlegeringar som används för elektroniska terminaler är typiskt specificerade till precisionstjocklekstoleranser på ±1–2% snarare än ±5%-standarden för konstruktionsstål, eftersom fjädergeometrin hos en kontaktterminal är så känslig för tjocklek att en 5% tjockleksvariation skulle ge oacceptabel spridning i kontaktkraft. Även inom den snävare inkommande toleransen måste formen utformas för att rymma hela intervallet – vilket innebär att formande stansradier, hålrumsdjup och böjtillstånd måste beräknas och verifieras med materialegenskaper som är specifika för den faktiska legeringen och temperamentet som körs, inte allmänna antaganden från en materialhandbok.
Presskrav och miljökontroller för elektroniska stämplingsverktyg
Precisionen hos elektroniska stämplingsformar är bara lika bra som pressen och miljön där de verkar. Höghastighetsprecisionspressar som används för elektronisk kontakt- och terminalstämpling innehåller flera funktioner som är onödiga för hushållsmaskiner som arbetar med lägre hastigheter och grövre toleranser. Dessa inkluderar hydrauliskt överbelastningsskydd som stoppar pressen inom en bråkdel av ett slag om en onormal belastning upptäcks - som skyddar stansar med stansar så fina som 0,3 mm i diameter som skulle splittras under en felmatningsbelastning - samt termiska kompensationssystem som justerar pressens stängningshöjd för att ta hänsyn till termisk expansion av pressramen under en produktionskörning. En pressram av stål kommer att expandera med cirka 0,01–0,02 mm per temperaturökningsgrad; för en hushållsapparat som körs med ±0,1 mm tolerans är detta obetydligt, men för en elektronisk präglingsdyna som körs med ±0,01 mm tolerans introducerar en 10°C ramtemperaturhöjning ett stängningshöjdfel på 0,10–0,20 mm som kommer att förskjuta stansens inträngningsdjup och ändra den formgivna funktionen geometri.
Temperaturkontrollerade formrum används av tillverkare av precisionselektroniska pressformar av denna anledning - inte som en lyx utan som en praktisk nödvändighet för att bibehålla dimensionsstabilitet under både tillverkning och produktion. Den metrologiska utrustningen som används för att verifiera elektroniska stanskomponenter - luftmätare, laserskanningssystem och koordinatmätmaskiner - måste också användas i temperaturkontrollerade miljöer eftersom deras egen kalibrering är känslig för samma termiska effekter som destabiliserar formens dimensioner.
Verifiering och kvalitetssäkring: En högre stav för elektroniska stämplingsverktyg
Inspektions- och verifieringskraven för elektroniska stämplingsformar och deras utgående delar återspeglar de snävare toleransregimerna i varje aspekt av kvalitetsprocessen. För präglingsmatriser för hushållsapparater involverar inspektion av första artikeln vanligtvis manuell mätning av kritiska hålpositioner, flänshöjder och profildimensioner med hjälp av bromsok, höjdmätare och go/no-go-pluggmätare - ett praktiskt och kostnadseffektivt tillvägagångssätt för delar där de kritiska dimensionerna är tiotals och toleranserna är i intervallet ±0,1 mm. För elektroniska stämplingsdynor kräver inspektion av första artikeln rutinmässigt fullständig CMM-mätning av varje kontaktgeometrifunktion, optisk komparatorverifiering av stans- och stanskonturer och funktionstestning av provdelar - såsom mätning av kontaktkraft för terminaler eller magnetisk flödesmätning för lamineringar - som bekräftar att den stämplade geometrin producerar den nödvändiga funktionella prestandan, inte bara uppfyller de funktionella dimensionerna.
- Gradhöjd på elektroniska terminaler med blanka kanter mäts med kalibrerad optisk mikroskopi, vilket vanligtvis verifierar att maximal gradhöjd inte överstiger 10 % av materialtjockleken – en specifikation som kräver en mätupplösning på 0,003–0,010 mm, långt utöver kapaciteten för manuella mätverktyg som används för hushållsapparater.
- Samplanariteten för kontaktytor över en flerstiftskopplingsplint verifieras med hjälp av laserprofilometri eller synbaserad höjdkartering snarare än manuell höjdmätarejämförelse, eftersom toleransen typiskt är ±0,015 mm över ett spännvidd på 10–20 mm och den erforderliga mätosäkerheten måste vara mindre än 30 % av toleransen för sub-mätning av kapacitetsbehovet.
- Statistiska processkontrolldiagram för elektronisk stämplingstillverkning är konfigurerade med kontrollgränser inställda på ±2σ av processen snarare än de vanligare ±3σ, eftersom förhållandet mellan processkapacitet och tolerans avsiktligt hålls smalt för att ge tidig varning om formslitage innan några delar utanför toleransen produceras.
Investeringen som krävs för att konstruera, bygga, verifiera och underhålla elektroniska stämpeldynor på denna precisionsnivå är avsevärt högre än för hushållsmaskiner - i verktygskostnader, utrustningsinvesteringar och kvalificerad arbetskraft. Denna investering motiveras av de funktionella konsekvenserna av dimensionell bristande överensstämmelse: en hushållsapparatdel som är 0,1 mm ur position kan kräva ett något överdimensionerat öppningshål, men en elektronisk terminal som är 0,02 mm ur position kan misslyckas med sitt passande kontaktinsättningskrafttest, vilket utlöser ett fullständigt avslag på tillverkningspartiet och en fälttillförlitlighetsrisk $ $ $ $ $ acceptera.

Tidigare inlägg
Hur förändrar avancerade höghållfasta stål tillverkningen av bilstämpeldelar?
Nästa inlägg
Kostnadsjämförelse: Metallstämpeldelar VS Metal Drawing Part Products 2026
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
