-
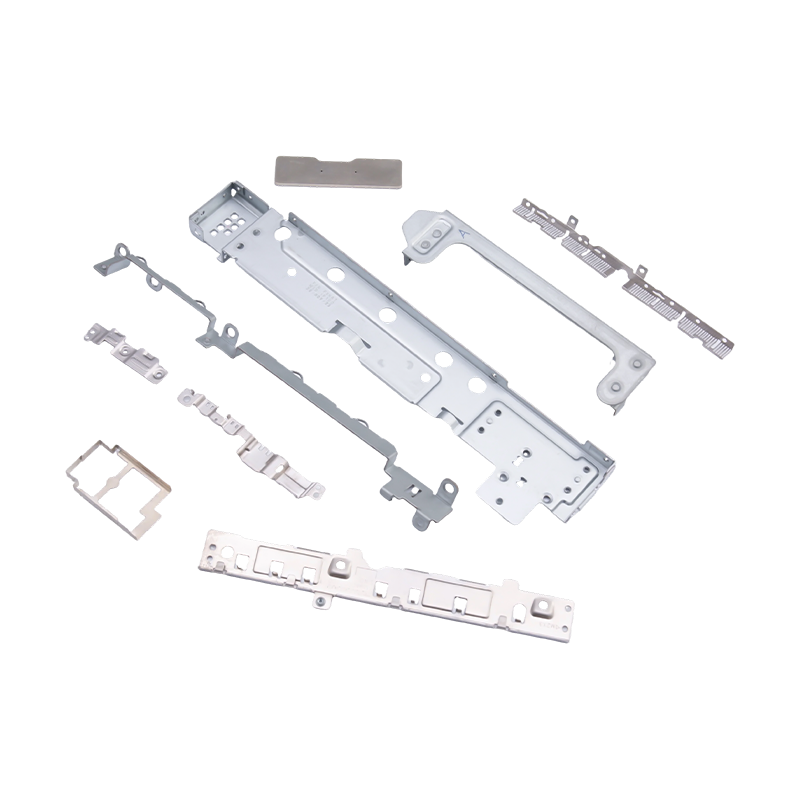
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
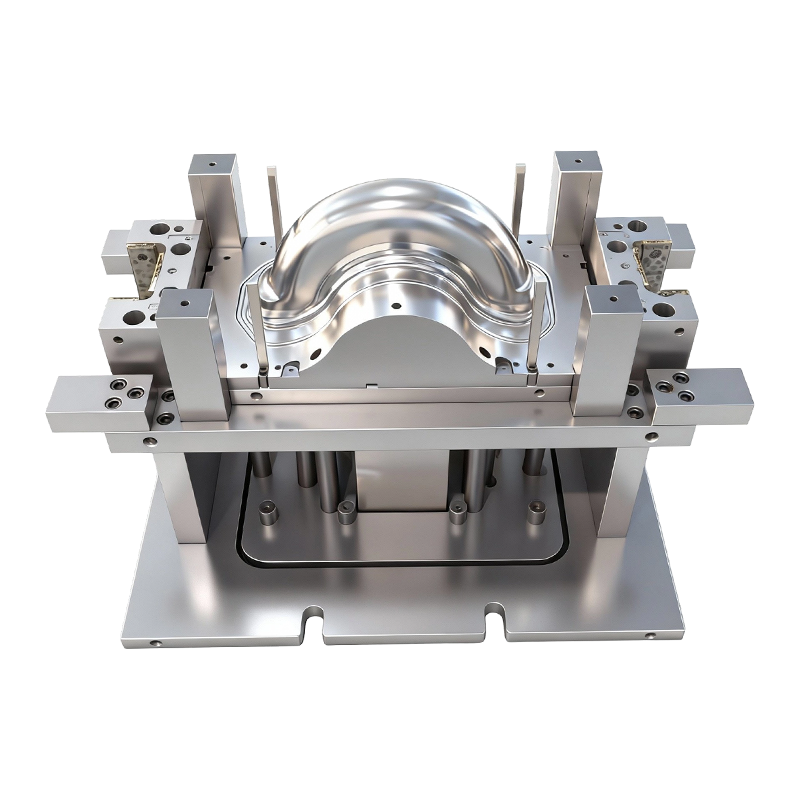
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
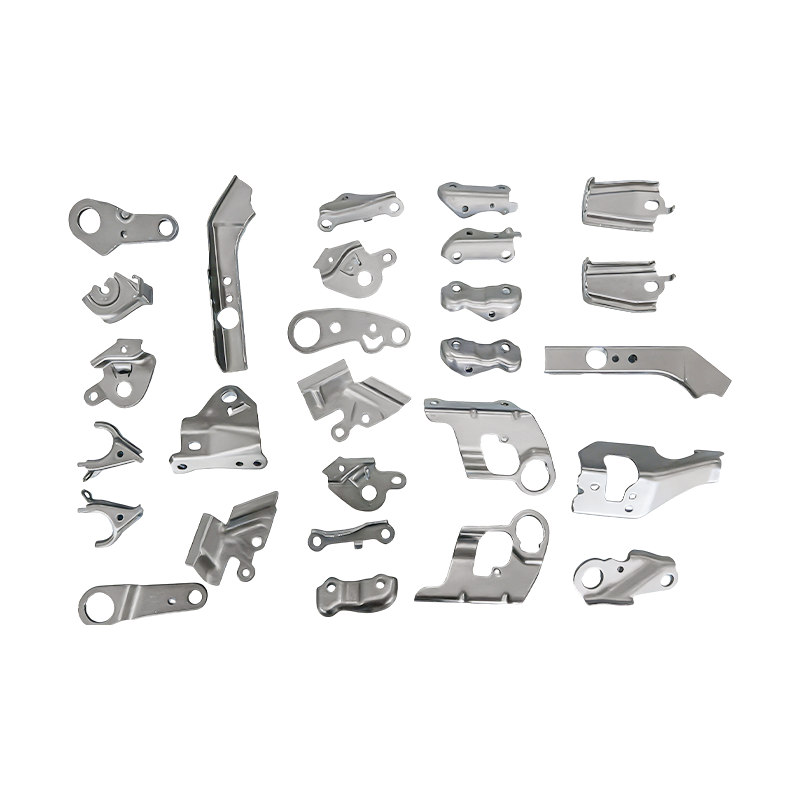
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
-
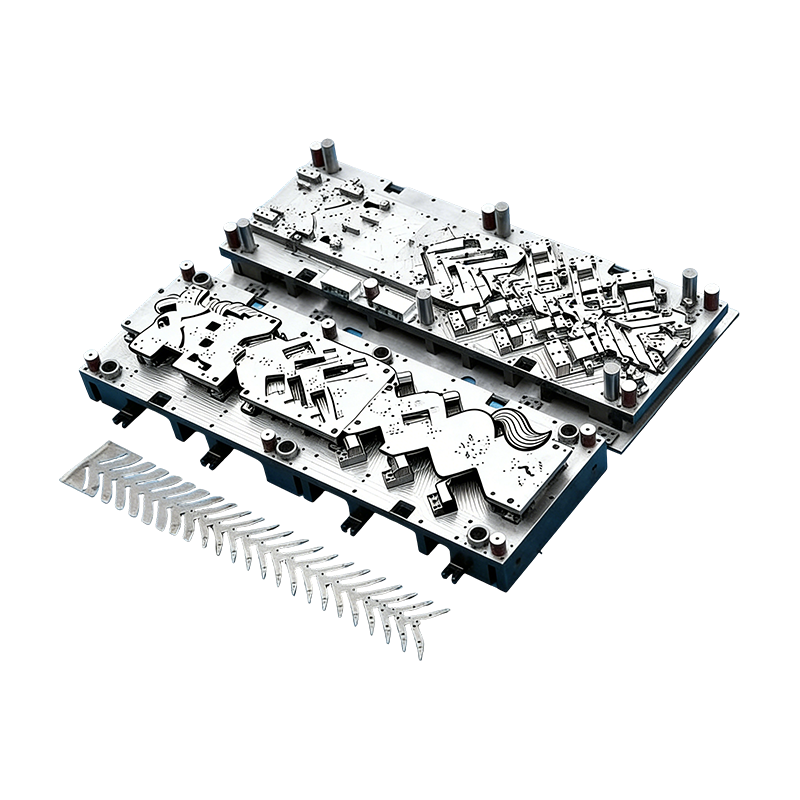
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
-
Automatisk nitform för stor datormaskinbas
Denna automatiska nitform för stor datormaskinb...
-
Laptop stämpling delar
Våra stämplingsdelar för bärbara datorer är pre...
Branschnyheter
Vad är skillnaden mellan progressiva och överföringsmetallstansar?
2026-02-25
Hur varje formtyp flyttar material genom pressen
Den mest grundläggande skillnaden mellan progressiva och överföringsmetallstansar ligger i hur arbetsstycket rör sig från en formningsstation till nästa. I en progressiv form förblir ämnet fäst vid den ursprungliga spolremsan under hela formningssekvensen. Remsan avancerar med en fast stigning med varje pressslag och bär partiellt formade delar genom på varandra följande stationer - genomborrning, lansering, böjning, dragning - tills den färdiga delen skärs loss från skelettet vid slutstationen. Delen separeras aldrig fysiskt från remsan förrän formningen är klar, vilket innebär att själva remsan fungerar som bärare och lokaliseringsreferens för varje operation.
Överföring stansar av metall verka enligt en fundamentalt annorlunda princip. Ett ämne skärs från spolen eller arket vid den första stationen och flyttas sedan som en fri, oberoende del från station till station av ett mekaniskt eller servodrivet överföringsfingersystem. Eftersom delen inte längre är ansluten till en remsa kan den flyttas, vändas eller omorienteras mellan stationer - rörelser som är geometriskt omöjliga när arbetsstycket fortfarande är fäst vid en kontinuerlig bärare. Denna skillnad i hur material hanteras är grundorsaken till nästan alla andra skillnader mellan de två formtyperna när det gäller kapacitet, kostnad och tillämpning.
Delgeometri och formningskomplexitet
Progressiva metallstansar är bäst lämpade för delar som är relativt plana eller grunda i profil. Eftersom delen förblir i remsan, begränsas den totala höjden av varje formad särdrag av behovet av att remsan fortsätter att matas rent genom formen utan att den formade geometrin smutsar ner intilliggande stationer eller själva formstrukturen. För delar med måttligt dragdjup – fästen, klämmor, klämmor, lamineringar och tunna sektioner – spelar denna begränsning sällan någon roll, och progressiva verktyg är det naturliga valet. Bandlayouten kan ofta konstrueras för att uppnå materialutnyttjandegrader över 75 %, och frånvaron av en överföringsmekanism innebär färre mekaniska komponenter och ett enklare övergripande system.
Överföring metal stamping dies become necessary when part geometry demands forming in multiple planes, deep drawing on more than one axis, or operations on surfaces that face downward relative to the strip — a configuration impossible to tool in a progressive die. Shell-shaped components, tubular cross-sections, parts with undercut flanges, and deep-drawn housings all fall into this category. Because the blank travels as an individual piece, the transfer die can present it to each station in the optimal orientation, including upside-down or rotated 90° if the forming geometry requires it. This three-dimensional freedom is the primary technical justification for the higher tooling investment that transfer dies require.
Hastighet, genomströmning och produktionsvolym
Progressiva metallstansverktyg överträffar konsekvent överföringsverktyg i slag per minut. Eftersom det inte finns någon överföringsmekanism att synkronisera – inga fingrar att sträcka ut, greppa, flytta och dra in mellan slagen – kan progressiva stansar arbeta med hastigheter på 200 till 1 500 SPM beroende på detaljens komplexitet och presskapacitet. För produktion av små till medelstora delar i stora volymer mätt i miljontals stycken per år, översätts denna hastighetsfördel till en avgörande genomströmningsfördel som är svår att matcha för någon annan stämplingsmetod.
Överföring dies are typically limited to 30–150 SPM by the kinematics of the transfer system, which must complete its full motion cycle — extending into the die, gripping the part, retracting, advancing to the next station, and releasing — within the window allowed by press ram motion. Servo transfer systems have improved this significantly compared to mechanical cam-driven fingers, but the fundamental cycle time constraint remains. For parts that genuinely require transfer die capability, this speed difference is an accepted trade-off rather than a flaw, since progressive tooling simply cannot produce those geometries at any production rate.
Jämförelse av verktygskostnader, underhåll och installation
Verktygsinvesteringar och löpande underhållskostnader skiljer sig avsevärt mellan de två formtyperna, och det är viktigt att förstå dessa skillnader för att kunna fatta ett bra beslut om inköp.
| Faktor | Progressiv metallstämpelmatris | Överföring Metal Stamping Dies |
| Initial verktygskostnad | Måttlig till hög | Hög till mycket hög |
| Inställningstid per körning | Kortare — enkel stanssats | Längre — överföringssystem måste tidsinställas och justeras |
| Underhållskomplexitet | Måttlig — stans-/stansslipning, pilotslitage | Högre – överföringsfingrar, skenor och timing lägger till slitagepunkter |
| Die förändring flexibilitet | Begränsat – stationer är beroende av varandra | Högre — individuella stationsmatriser kan bytas ut oberoende |
| Minsta möjliga volym | Hög (amorterar kostnad över volym) | Medium till hög |
En underhållsfördel som överföringsmetallstansar håller jämfört med progressiva verktyg är möjligheten att serva eller byta ut enskilda stationsdynor utan att bygga om hela verktyget. Eftersom varje stationsform är en diskret enhet kan en sliten dragstation dras och slipas om medan de andra ligger kvar på pressen. I en progressiv matris är alla stationer integrerade i en enda sammansatt enhet, vilket innebär att underhåll som kräver demontering påverkar hela verktyget och hela produktionskörningen.
Materialutnyttjande och skrothastighetsskillnader
Materialanvändning är ett annat område där de två formtyperna skiljer sig meningsfullt. Progressiva metallstansar producerar ett kontinuerligt skrotskelett - den återstående remsan efter att ämnen eller färdiga delar har tagits bort - som måste hanteras, hackas och kasseras eller återvinnas. Beroende på detaljens geometri och remslayouteffektiviteten kan skrotskelettet representera 20–40 % av den totala spolvikten som förbrukas. Sofistikerade remslayouter med vinklad blanking, interfolierade motsatta delar eller flerradskonfigurationer kan minska denna siffra avsevärt, men skelettet är en oundviklig biprodukt av in-strip-bearbetning.
Överföring metal stamping dies cut the blank to near-net shape at the first station, so the scrap generated at that point can be optimized independently of the forming sequence that follows. For large parts with complex contours — where a progressive strip layout would require a very wide scrap bridge to maintain strip integrity — transfer blanking can achieve materially better utilization by nesting blanks tightly and running a dedicated high-efficiency blanking operation ahead of the transfer line. The scrap from subsequent forming stations is typically minimal, consisting only of piercing slugs and trim offal rather than a continuous skeleton.
Att välja rätt formtyp för din applikation
Valet mellan progressiva och överföringsmetallstansar bör drivas av en strukturerad utvärdering av delkraven snarare än kostnaden ensam. Följande kriterier ger en praktisk beslutsram:
- Delgeometri: Om delen kan formas helt samtidigt som den förblir platt i en remsa - alla funktioner tillgängliga uppifrån eller under utan ompositionering - är progressiv verktyg lämplig. Om delen kräver formning på flera ytor, djupdragning utöver ett djup-till-diameter-förhållande på ungefär 1:1, eller operationer på undersidan av en fläns, krävs överföringsverktyg.
- Produktionsvolym: Mycket höga årliga volymer (vanligtvis över 500 000 stycken per år för delar av medelkomplexitet) gynnar progressiva stansar eftersom hastighetsfördelen minskar presstidskostnaden per stycke avsevärt. Överföringsformar är mer ekonomiska för måttliga volymer där detaljgeometrin omöjliggör progressiv bearbetning.
- Delstorlek: Storformatsdelar - de som överstiger ungefär 400 mm i alla dimensioner - blir opraktiska i progressiva stansar eftersom de resulterande kraven på stanslängd och spolbredd överstiger typiska press- och spolhanteringskapaciteter. Överföringslinjer hanterar stora delar mer praktiskt genom att använda individuella stationsdynor som är dimensionerade för delen snarare än ett enda långsträckt progressivt verktyg.
- Måttnoggrannhetskrav: Progressiva matriser lokaliserar delen via pilotstift som griper in i hålen i remsan, medan överföringsformar lokaliserar individuella ämnen via delfunktioner eller kapsverktyg vid varje station. För delar där positionstoleransen mellan funktionerna är snävare än ±0,05 mm, måste lokaliseringsstrategin för varje formtyp noggrant utvärderas mot den toleransstapel som den kommer att generera.
- Framtida designflexibilitet: Om detaljdesignen förväntas förändras under produktens livscykel, erbjuder överföringsverktyg större anpassningsförmåga eftersom enskilda stationsformar kan modifieras oberoende. Att ändra en funktion i en progressiv tärning kräver ofta omkonstruering av flera ömsesidigt beroende stationer samtidigt.
I praktiken fattas beslutet sällan isolerat. En erfaren formtillverkare kommer att utvärdera detaljritningen, den årliga volymprognosen, de tillgängliga pressresurserna och kraven på nedströmsmontering tillsammans innan de rekommenderar en verktygsstrategi. Både progressiva och överföringsmetallstansar representerar mogna, välförstådda tekniker – nyckeln är att matcha den korrekta tekniken till de specifika kraven i applikationen snarare än att ställa in den metod som är mest bekant.

Tidigare inlägg
Kostnadsjämförelse: Metallstämpeldelar VS Metal Drawing Part Products 2026
Nästa inlägg
Automotive stämpelformsindustrin inleder en ny omgång av tekniska uppgraderingar.
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
