-
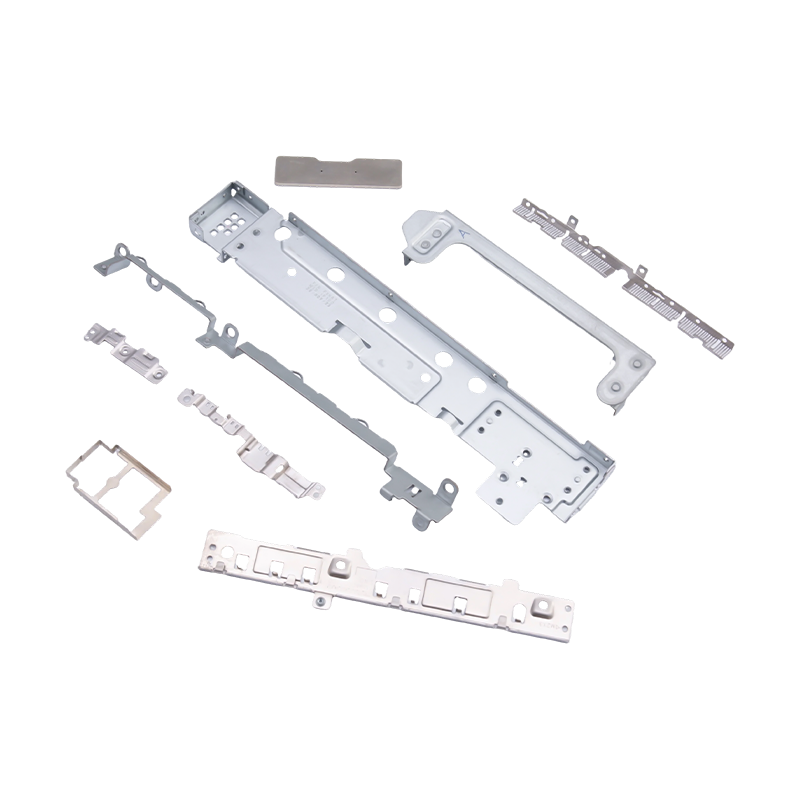
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-
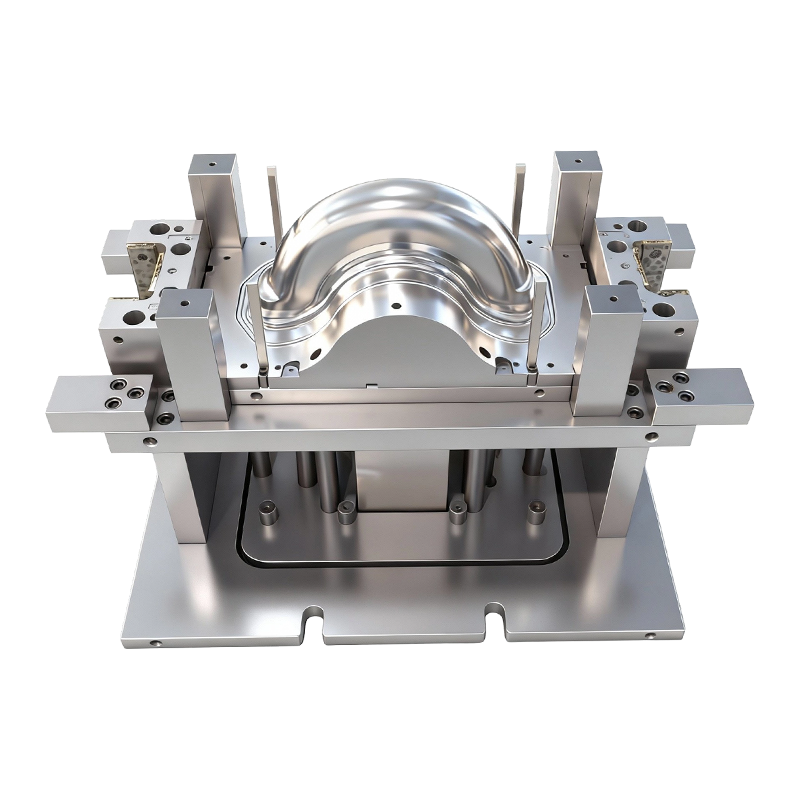
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
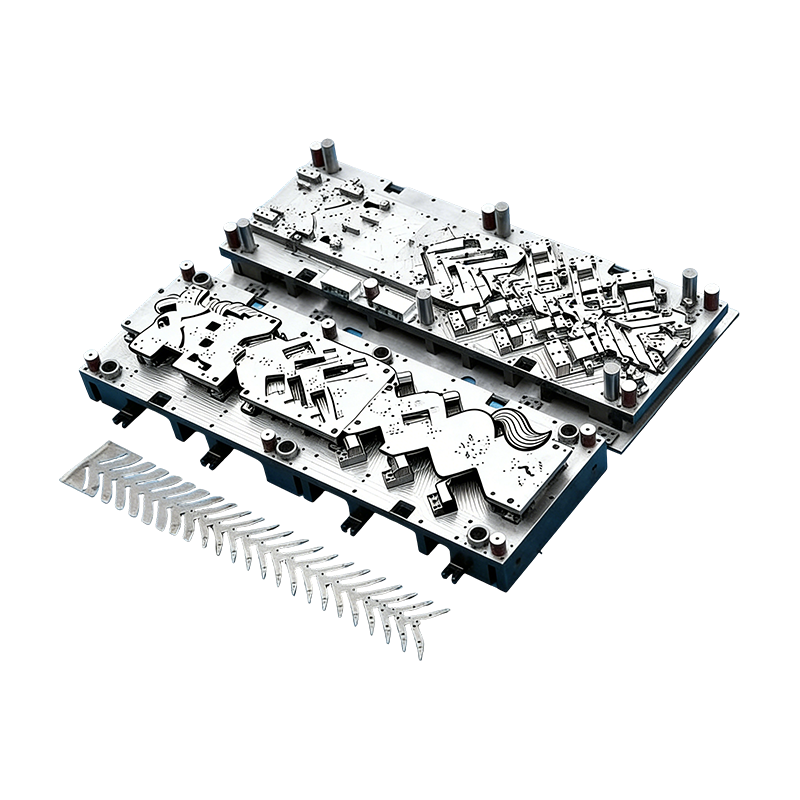
Progressiva formar för bildelar
Denna kontinuerliga form för bilmotorhus är kon...
-
High-end ugnsstämpeldelar
Våra avancerade ugnsstämpeldelar är precisionst...
-

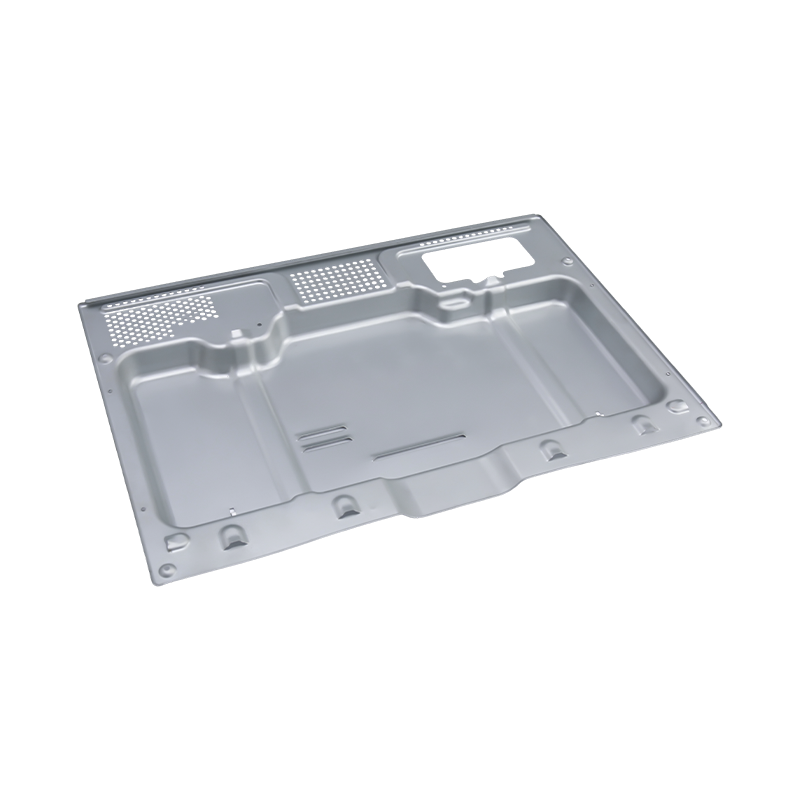
Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
-
Små bildelar progressiva formstämplingsdelar
Våra progressiva formstämplingsdelar för små fo...
Branschnyheter
Batteriskyddsstämpeldelar för el- och energilagringsbatterihöljen
2026-06-16
Ett batteripaket som misslyckas i fält misslyckas sällan på grund av cellerna. Oftare är grundorsaken ett hölje som inte tätade, en fläns som inte passade in eller en monteringsbov som sprack under vibrationer. Batterilocksstämpeldelar är den första raden av strukturellt och miljömässigt försvar för varje elbil, industri- och energilagringsbatterisystem - och toleransstandarderna som de måste uppfylla har skärpts avsevärt i takt med att packspänningar och energitätheter har ökat.
Den här artikeln täcker material, processer, dimensionskrav och anpassningsalternativ som definierar en produktionsklar stämpeldel för batterilocket – och vad som ska verifieras när du kvalificerar en leverantör.

Vad batteriskyddsstämpeldelar faktiskt gör
Locket till ett batterihölje har tre samtidiga jobb. Strukturellt sett måste den bibehålla sin geometri under de mekaniska belastningarna från fordonsmontering, vägvibrationer och termisk cykling utan att deformeras eller överföra stress till cellerna under den. Miljömässigt måste den uppnå och bibehålla IP67- eller IP68-tätningsintegritet - vilket innebär att inget damm tränger in och ingen vatteninträngning under långvarig nedsänkning. Funktionellt sett måste den ha ett exakt gränssnitt med batterihöljet, högspänningskontakten och eventuella kylkanaler som är integrerade i packdesignen.
Att uppfylla alla tre kraven i en enda stämplad komponent - snarare än ett bearbetat eller gjutet alternativ - är det som gör djupdragen stämpling till den föredragna processen för högvolym batteriproduktion. Stämpling levererar konsekventa dimensioner och snäva toleranser (±0,01 mm – ±0,05 mm) till produktionshastigheter som gjutning och bearbetning inte kan matcha, samtidigt som kostnaden per del hålls tillräckligt låg för OEM-försörjningskedjor som arbetar i stor skala.
Materialval: Kallvalsat stål, aluminiumlegering eller rostfritt stål
Valet av substratmaterial sätter taket på varje prestandamått som täckningen kan uppnå - korrosionsbeständighet, vikt, formbarhet, svetsbarhet och kostnad. Tre materialfamiljer dominerar batterilocksapplikationer.
Kallvalsat stål erbjuder hög draghållfasthet och utmärkt formbarhet till låga råmaterialkostnader. Det är standardvalet för industriella batterikapslingar och energilagringssystem där vikt är ett sekundärt problem och strukturell styvhet är det primära kravet. Ytbehandlingar efter stämpel - zinkplätering, e-beläggning eller pulverlackering - appliceras vanligtvis för att uppfylla målen för korrosionsbeständighet.
Aluminiumlegeringar, särskilt 3003 och 5052 kvaliteter, är det dominerande materialet i elbilar där packvikten direkt påverkar fordonets räckvidd. Alloy 3003 erbjuder god formbarhet och måttlig hållfasthet, vilket gör den väl lämpad för ytterhöljesgeometrier. Alloy 5052 ger högre hållfasthet och överlägsen korrosionsbeständighet, vilket är att föredra för höljen som utsätts för kondens, kylvätska eller vägstänk. Båda kvaliteterna djupdrager rent och accepterar anodisering eller konverteringsbeläggning för extra skydd.
Rostfritt stål är specificerad för applikationer som kräver inneboende korrosionsbeständighet utan ytterligare ytbehandling — stationära energilagringssystem i fuktiga miljöer, marina batteripaket eller andra applikationer där beläggningens vidhäftning inte kan garanteras under produktens livslängd. Dess högre härdningshastighet kräver noggrant utformade verktyg för att förhindra återfjädring och bibehålla dimensionsstabilitet efter formning.
Djupritning och avancerade stämplingsprocesser
De flesta batteriluckor är inte enkla platta ämnen. De innehåller försänkta tätningskanaler, upphöjda flänsar, integrerade utsprång och komplexa konturer som kräver progressiva eller överföringsformstansningssekvenser i flera steg. Djupdragning - att dra en platt metallplåt till en tredimensionell form med hjälp av en stans och stans - är kärnoperationen, men den färdiga komponenten passerar vanligtvis genom ytterligare stationer för trimning, håltagning, myntning och flänsning innan den lämnar pressen.
Processkontroll vid varje station avgör om den färdiga delen uppfyller toleransen. Blankhållartrycket styr materialflödet och förhindrar skrynkling; otillräckligt tryck gör att flänsen bucklas, medan övertryck orsakar rivning vid dragradien. Smörjhantering påverkar ytans kondition — en slät ytfinish på Ra ≤ 0,8μm kan uppnås på aluminium- och stålsubstrat när verktygsgeometri och smörjmedelsfilmtjocklek är korrekt matchade.
Noll gradtolerans är ett icke förhandlingsbart krav för batterikåpor. En grad på ett tätningsspår avbryter packningens kontaktyta och skapar en läckbana; ett grader på en inre kant kan migrera in i cellstapeln. För att uppnå gradfria kanter konsekvent i massproduktion krävs verktyg som hålls till snäva spelrum - typiskt 5–8 % av materialtjockleken för stål, något bredare för aluminium - och regelbundna inspektionsintervaller för formarna kalibrerade till produktionsvolymen.
Tätningsprestanda: IP67 och IP68 Krav
IP67 kräver att kapslingen tål nedsänkning i upp till en meter vatten i trettio minuter utan att tränga in. IP68 utökar detta till kontinuerlig nedsänkning på ett djup som överenskommits mellan tillverkaren och slutanvändaren - vanligtvis 1,5 m i 30 minuter i biltillämpningar, även om EV OEM-tillverkare ofta anger mer krävande förhållanden.
Att uppnå dessa betyg från ett stämplat lock beror på tre faktorer: tätningsflänsens planhet, ytfinishen på spåret eller vulsten som kommer i kontakt med packningen och den dimensionella konsistensen hos bulthålsmönstret som komprimerar tätningen. En flänsplanhetsavvikelse på till och med 0,1 mm över en lång tätningskörning räcker för att skapa ett gap som vatten kan tränga in under tryck. Detta är anledningen till att dimensionstoleransen på tätningsdetaljer hålls snävare än på strukturella egenskaper – vanligtvis ±0,01 mm på spårdjup och tätningsvulstbredd.
Vår precisionsstämplingsdelar för bilar och elbilar tillverkas med tätningsspårgeometri som validerats mot packningsleverantörens specifikationer innan produktionsverktygen slutförs, vilket eliminerar riskerna för kompressionssättning och läckagevägar som uppstår på grund av oöverensstämmelse mellan nominella dimensioner design och nominella dimensioner.
Vår Battery Cover Stamping Parts: Specification Overview
Vår battery cover stamping parts are precision-manufactured components designed for EV battery, industrial, and energy storage battery enclosures. Crafted from high-quality cold-rolled steel, aluminum alloys (3003/5052), or stainless steel, these deep-drawn parts undergo advanced stamping processes to ensure consistent dimensions and tight tolerances (±0.01mm – ±0.05mm), meeting the assembly requirements of different battery pack models.
Delarna har en slät ytfinish (Ra ≤ 0,8μm), med noll gradtolerans och ingen deformation, vilket effektivt skyddar batterikärnorna från damm, fukt och yttre stötar samtidigt som de uppnår IP67/IP68 tätningsintegritet. De stöder sömlös integrering med batterihöljen och kan anpassas med integrerade monteringslister, tätningsspår, hål, flänsar eller bockningsstrukturer baserat på specifika installationsbehov, inklusive anordningar för högspänningsanslutningar och kylgränssnitt.
Med utmärkt strukturell stabilitet och korrosionsbeständighet förbättrar dessa EV-batteristämplingsdelar den övergripande säkerheten och hållbarheten för batterisystem. De är lämpliga för massproduktion (500 000 – 10 miljoner delar/år) , vilket säkerställer kostnadseffektivitet och tillförlitlig leverans för batteri-OEM:er och tillverkare, med stöd av IATF 16949 kvalitetscertifiering.
Anpassning: Bossar, spår, flänsar och funktionella gränssnitt
Inga två batteripaket delar en identisk lockgeometri. EV-plattformar skiljer sig åt i cellformat (cylindriskt, prismatiskt, påse), modularrangemang, termisk hanteringsarkitektur och kopplingspositionering - och varje variant fortplantar sig i lockdesignen som en annan kombination av funktioner.
De vanligaste anpassningskraven delas in i fem kategorier. Montering av bossar — upphöjda dynor med gängade eller fria hål — lokalisera locket på batterihuset och fördela klämbelastningen bort från tätningsgränssnittet. Tätning av spår måste matchas i bredd, djup och radie till packnings- eller O-ringsspecifikationen, med tillräckligt snäva toleranser för att garantera det specificerade kompressionsförhållandet över hela produktionsområdet. Utskärningar och genomborrade hål för kopplingar, ventiler och sensorer måste placeras i förhållande till tätningens omkrets med samma noggrannhet som kåpans passande funktioner på höljet. Flänsar och bockningskonstruktioner lägga till styvhet, skapa monteringslokaliseringsfunktioner eller skapa fästpunkter för intilliggande moduler. Kylgränssnitt — urtag eller genomgående funktioner som ansluter locket till en vätskekylkrets — kräver särskilt noggrann dimensionskontroll för att säkerställa läckagefri anslutning till kylgrenrör.
Alla dessa funktioner kan uppnås inom djupritning och progressiv stämpling. Den kritiska förutsättningen är att verktyg är designade från början med produktionstoleranser i åtanke, inte nominella dimensioner - eftersom en funktion som är geometriskt korrekt på en 3D-modell men bearbetad till nominell utan någon processkapacitetsmarginal kommer att producera avvisar det ögonblick som processförhållandena glider.
Vår djupdragningsverktyg för fordon och elfordon se till att varje anpassad funktion är konstruerad för produktionsstabilitet från det första testet, vilket minskar iterationscyklerna mellan prototypgodkännande och massproduktionslansering.
Massproduktionsförmåga och kvalitetssäkring
Batteri-OEM:er och Tier 1-leverantörer behöver mer än en del som klarar en provinspektion. De behöver en leveranskedja som kan leverera 500 000 till 10 miljoner eller fler delar per år med konsekvent kvalitet, förutsägbara ledtider och ett kvalitetsledningssystem som genererar de data som behövs för att stödja kundrevisioner och regulatoriska inlämningar.
IATF 16949-certifiering är den grundläggande kvalitetsstandarden för fordonsförsörjningskedjor. Den kräver att statistisk processkontroll, mätsystemanalys och godkännandeprocesser för tillverkningsdelar finns på plats och dokumenteras – inte bara vid leverantörslansering utan kontinuerligt under hela produktionskörningen. Specifikt för batterilockstämpling betyder detta att kritiska dimensioner på tätningsegenskaper, flänsplanhet och hålposition mäts på en definierad provtagningsplan för varje produktionsparti, med resultat trendade och granskade mot kontrollgränser.
Vid produktionsvolymer över några hundra tusen delar per år blir stämplingsautomatisering väsentlig för att upprätthålla konsistens. Servopressteknologin gör att kraft och position kan kontrolleras i varje steg av slaget, vilket kompenserar för materialtjockleksvariationer och formslitage på ett sätt som mekaniska pressar med fast hastighet inte kan. Vår stämplingsautomationsutrustning integrerar presskontroll, in-die-avkänning och delinspektion för att bibehålla dimensionsstabilitet över långa produktionsserier utan att öka operatörens inblandning.
Certifiering av inkommande material, inspektionsrapporter för första artikeln, dimensionsmätningsrapporter och ytfinishverifiering tillhandahålls som standarddokumentation för varje produktionsorder – vilket ger inköps- och kvalitetsteam de spårbarhetsdokument som behövs för att stödja deras egna kundåtaganden.
Kvalificera en stämpelleverantör för batterilock: Vad ska verifieras
Leverantörskvalificeringsprocessen för batterilocksstämpeldelar bör gå längre än en provgranskning. Det är dessa områden som avgör om en leverantör kan upprätthålla kvalitet i volym, inte bara producera acceptabla prover.
Verktygsägande och underhållsprogram. Bekräfta vem som äger produktionsverktyget och vad underhållsintervallet är. En leverantör som försenar underhållet för att maximera pressens drifttid kommer så småningom att producera delar utanför toleransen utan förvarning.
Mätförmåga på tätningsfunktioner. Be om mätare R&R-data om tätningsspåret och flänsplanhetsmåtten. Ett mätsystem med mer än 10 % variation i förhållande till toleransbandet kan inte på ett tillförlitligt sätt skilja överensstämmelse från icke-överensstämmande delar.
Material spårbarhet. Batteriklassat aluminium och stål ska kunna spåras till brukscertifikatet. För IATF-certifierade leveranskedjor är detta obligatoriskt; för andra tillämpningar än bilar är det fortfarande det enda sättet att verifiera att materialet uppfyller den specificerade legeringen och tempereringen.
Prototyp-till-produktion övergångsprocess. En leverantör med en dokumenterad APQP-process (Advanced Product Quality Planning) kommer att identifiera potentiella processfel innan produktionsverktygen skärs – vilket minskar risken för en lanseringsfördröjning orsakad av en design-for-manufacturing-problem som var synlig från ritningen men som aldrig eskalerade.
För batteri-OEM:er och tillverkare som utvärderar stämplingspartners, vår anpassade stämplingsutveckling och kvalificeringstjänster är strukturerade kring exakt dessa krav — från första DFM-granskning till PPAP-inlämning och till steady-state produktion.
Tidigare inlägg
High-Hardness Alloy Steel in Stamping Dies
Nästa inlägg
Metallstämpeldelar för hushållsapparater: material, precision och anpassade lösningar
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
