-
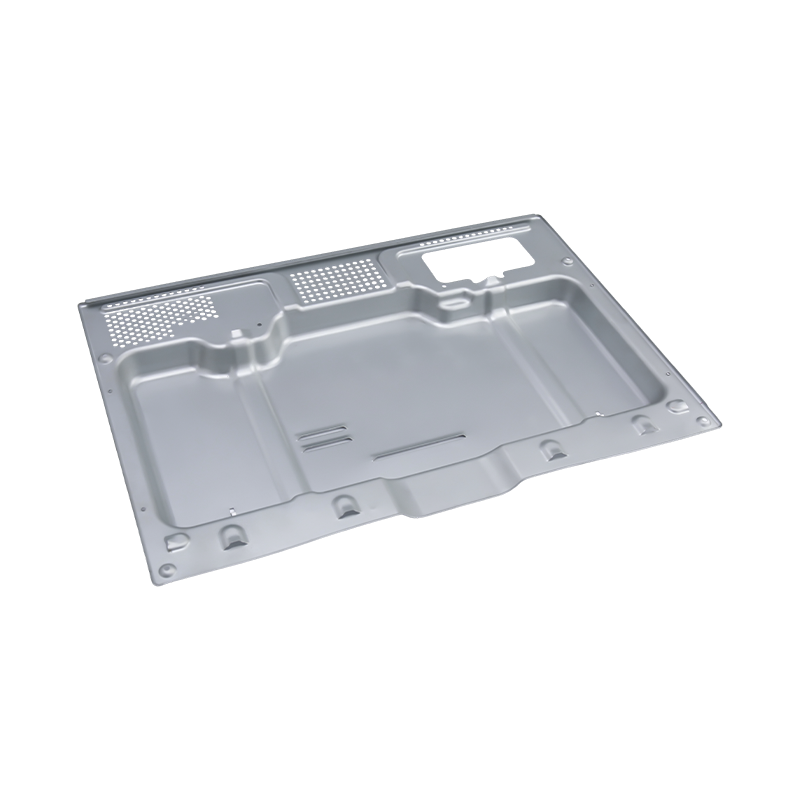
High-end ugnsstämpeldelar
Våra avancerade ugnsstämpeldelar är precisionst...
-
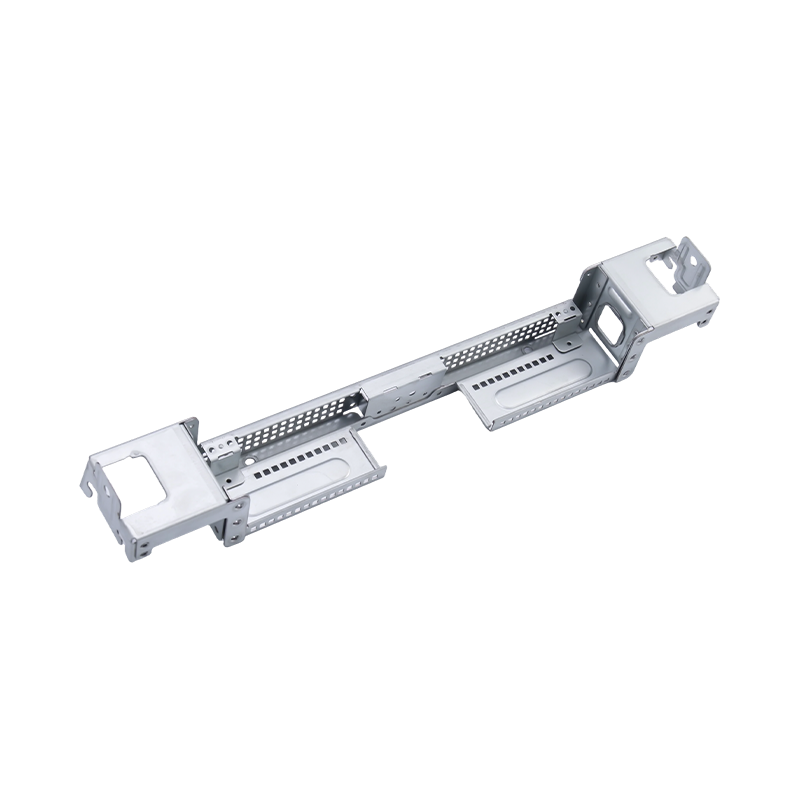
High-end stora datorstämplingsdelar
Våra avancerade stora datorstämplingsdelar är p...
-
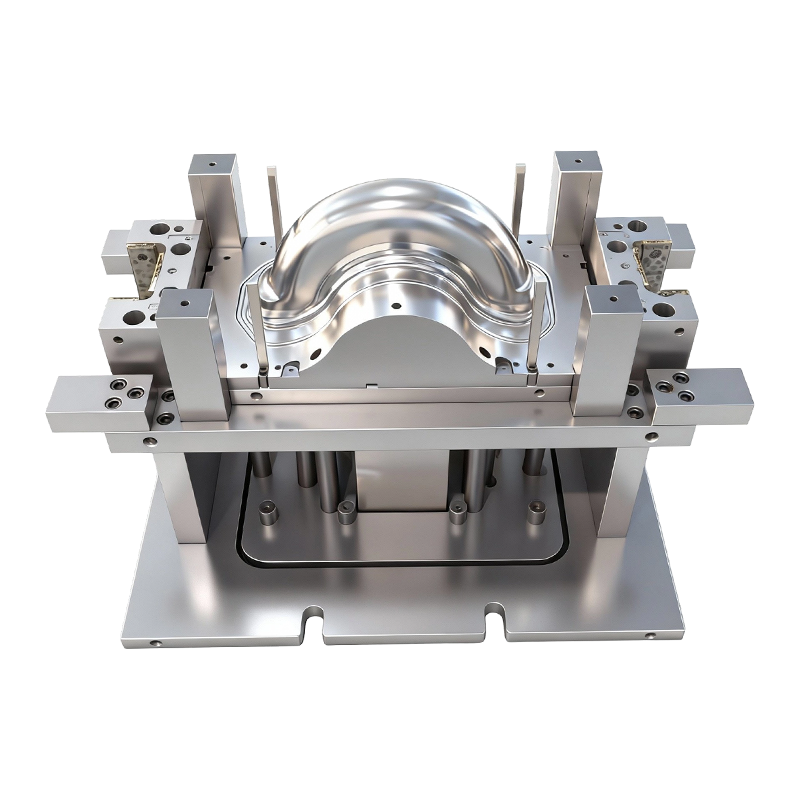
Djupdragningsform för fram- och bakhjul på tvåhjuliga elfordon
Denna djupdragningsform för fram- och bakhjul p...
-
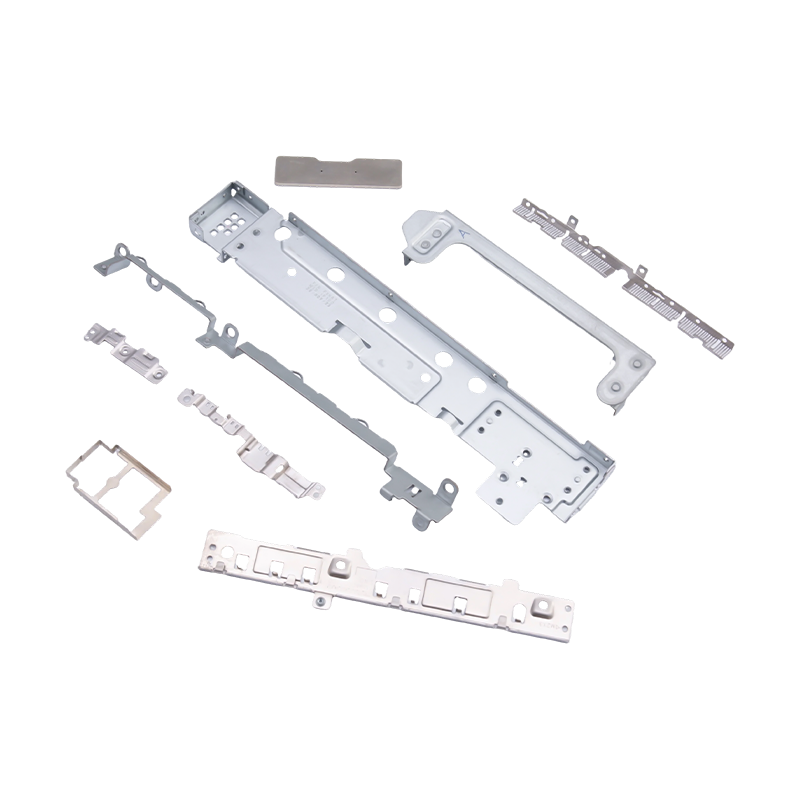
Små stämplade delar till bärbara datorer och mobiltelefoner
Som väsentliga interna komponenter för modern b...
-

Tung lastbil stämpling delar
Våra stämplingsdelar för tunga lastbilar är pre...
-

Stämplingsdelar för fordonsmotorhus
Stämplingsdelar för fordonsmotorhus är kärnkomp...
Branschnyheter
Hem / Nyheter / Branschnyheter / Automotive Seat Stamping Parts: Högprecisionstillverkning, lastbärande och materialval
Automotive Seat Stamping Parts: Högprecisionstillverkning, lastbärande och materialval
2026-06-04
En bildörrpanel måste passa jämnt och se bra ut. En sätesramstämpling behöver göra betydligt mer: den måste bära den statiska vikten av en passagerare under hundratusentals cykler, absorbera de dynamiska krafterna från hårda bromsningar och ojämna vägar och hålla sin geometri tillräckligt exakt för att säkerhetsbältesförankringen, vilstolsmekanismen och glidskenan alla sätts ihop och fungerar korrekt. Den kombinationen av strukturella, utmattnings- och dimensionskrav ställer bilsäte stämpling delar bland de mest krävande komponenterna kommer en precisionsstämpel i metall att producera — och en tydlig indikator på tillverkarens tekniska djup.
Den här artikeln undersöker de fem tekniska dimensionerna som avgör om en sätesramstämpling fungerar tillförlitligt över fordonets livslängd: toleranskrav, materialval, formprecision, lastprestanda och kompatibilitet med flera fordon.

Varför bilsätesstämpeldelar har strängare toleranser än de flesta kroppskomponenter
Stämplingar på kroppspaneler utvärderas främst på ytans utseende och passform. Ett gap som är 0,5 mm för brett är synligt; ett gap som är 0,3 mm för smalt skapar en monteringsstörning. Båda är oacceptabla, men ingen av dem är en säkerhetsfråga. Sätesramstämplingar fungerar i ett fundamentalt annorlunda felläge: dimensionsfel i en strukturell komponent fortplantar sig till minskad belastningskapacitet, felinriktade säkerhetskritiska gränssnitt och för tidig utmattningssprickor.
Tänk på monteringsfästet för vilstolmekanismen. Dess bulthål måste placeras inom bråkdelar av en millimeter för att säkerställa att vilstolen kopplar in sina låständer jämnt över hela justeringsbågen. Ett förskjutet hålmönster skapar excentrisk belastning på låsmekanismen - inte omedelbart uppenbar, men försämras gradvis under sätets livslängd. Samma logik gäller för glidskenors fästpunkter, som måste fördela passagerarbelastningen symmetriskt till båda skenorna; all asymmetri koncentrerar spänningen till ett fäste och påskyndar slitage eller utmattningsbrott.
Toleransstandarden för bilsätesstämpeldelar tillverkade enligt fordonssäkerhetsstandarder är därför tightare än allmänna kroppsstämplar – och tillämpas inte bara vid första artikelinspektionen utan över produktionskörningar, eftersom variation mellan tidiga och sena tillverkningsdelar påverkar löpande bandets genomströmning och justeringstid vid slutet av linjen.
Höghållfast stål kontra aluminiumlegering: Välja rätt material för sätesramstämplar
Materialbeslutet för sätesramstämplingar är inte ett enda val som tillämpas på hela sätet – det är en komponent-för-komponent-optimering som balanserar hållfasthetskrav, bildande av komplexitet, viktmål och kostnad.
Höghållfast stål förblir det dominerande materialet för strukturella sätesramskomponenter. Avancerat höghållfast stål (AHSS) med draghållfasthet på 600–1 500 MPa ger den sträckgräns som krävs för vilstolsfästen, förstärkningar av sitttråg och ryggstödsramar för att klara den 530 Nm bakåtriktade vridmomentbelastningen som anges i säkerhetsstandarder för bilsäten utan permanent deformation. Materialets höga styvhet motstår även de böjmoment som genereras när säkerhetsbältesbelastningar överförs genom sätesramen vid en frontalkollision. Avvägningen är att höghållfasta stål kräver mer kapabel verktyg – högre presstonnage, precisionsformmaterial och noggrann hantering av ämneshållarens kraft – eftersom deras minskade formbarhet i förhållande till mjukt stål lämnar mindre marginal för formningsfel innan sprickbildning uppstår.
Aluminiumlegering specificeras alltmer för säteskomponenter där viktminskning är prioritet, särskilt i elfordon där räckviddseffektiviteten motiverar de högre material- och verktygskostnaderna. Stämplingar av aluminiumstolar kan minska komponentvikten med 30–40 % jämfört med motsvarande stål. Utmaningen är att aluminiums lägre sträckgräns vanligtvis kräver tjockare sektioner eller designförstärkning för att uppnå likvärdiga strukturella prestanda - delvis uppväger viktfördelen. Dess större återfjädring under formning kräver också mer exakt formkompensation och närmare processkontroll för att bibehålla dimensionsnoggrannheten.
I praktiken kombinerar sätessammansättningar ofta både: höghållfast stål för primära lastvägar (ryggram, liggstolsfäste, förstärkning av säkerhetsbältesankare) och aluminiumlegering för sekundära strukturer där viktminskning har en tydlig fördel och toppbelastningar är lägre (dynpannors sidobalkar, nackstödsstyrningsfästen).
Hur högprecisionsstansar bestämmer belastningskapaciteten
De mekaniska egenskaperna hos en stämplad sittramsdel bestäms dels av råmaterialet och dels av själva stämplingsprocessen. En dyna som producerar inkonsekvent väggtjocklek - genom ojämn ämneshållarkraft, slitna stansradier eller oprecis spel mellan stansen och dynan - skapar lokal uttunning i den stansade delen. Dessa tunna zoner blir spänningskoncentrationer: de första platserna som ger efter under statisk överbelastning och initieringsplatserna för utmattningssprickor under cyklisk belastning.
Detta är den direkta mekaniska länken mellan formprecision och sätesstämpelns bärförmåga . En form bearbetad med en noggrannhet på 0,002 mm på sina kritiska formningsytor ger delar med konsekvent väggtjocklek över hela dragdjupet. Passagerarbelastningen fördelas jämnt över sektionen, arbetspåkänningarna håller sig långt under materialets utmattningsgräns och delen uppfyller sitt designlivsmål. En form med slitna eller oprecist bearbetade radier producerar delar där gallringen är koncentrerad, lokala spänningar är förhöjda och utmattningslivslängden reduceras - ofta utan att någon dimensionell avvikelse kan upptäckas genom rutininspektion.
Kantkvalitet har samma betydelse. Grader och mikrosprickor på stansade kanter från slöa eller dåligt monterade verktyg fungerar som sprickinitieringsplatser. Under den cykliska belastningen av normal körning - vägvibrationer, sätesjusteringscykler, passagerares in- och utstigning - fortplantar sig dessa kantdefekter till utmattningssprickor i basmaterialet. Släta, välstödda klippkanter som produceras av precisionsverktyg eliminerar detta felläge.
För djupdragningsdynor för bilar och elfordon för sätesramskomponenter , är verktygets design- och tillverkningskvalitet därför inte särskiljbar från den strukturella prestandan hos de delar som den producerar.
Statisk och dynamisk belastningsprestanda: vad sätesstämplingsdelar måste tåla
Stämplingar för stolsram bär tre olika kategorier av belastning, var och en med olika implikationer för design och materialspecifikation.
Statiska belastningar representerar den åkandes uthålliga vikt - vanligtvis 75–100 kg för en enstaka passagerare, som agerar kontinuerligt genom sittdynan och ryggen. Dessa belastningar bestämmer den minsta tvärsnittsarea och materialets sträckgräns som krävs för att förhindra permanent deformation under normal användning. Statisk belastningsprestanda är enkel att testa och verifiera, och de flesta sätesstämplingsfel som tillskrivs "statisk överbelastning" är faktiskt utmattningsfel som har accelererat under en tid innan synlig deformation uppträder.
Dynamiska belastningar orsakas av fordonsacceleration, inbromsning, kurvtagning och ojämnheter i vägytan. Vid hård inbromsning vid 1 g retardation genererar trögheten framåt för en passagerare på 75 kg cirka 750 N belastning genom ryggstödet och in i vilstolsmekanismen och ryggramstämplingar. På ojämna vägytor är vertikala accelerationer på 2–3 g möjliga, vilket gör att stolsramen cyklas med frekvenser på 1–20 Hz i tusentals timmar under fordonets livstid. Vibrationsbeständighet – den stansade strukturens förmåga att bibehålla sin geometri och mekaniska egenskaper under denna cykliska belastning – är en prestandadimension som ofta underskattas i inledande designgranskningar men som blir synlig vid långsiktig hållbarhetstestning.
Kraschlaster representerar det värsta tillståndet. Vid en frontalkollision i 50 km/h med lastat säkerhetsbälte måste sätesramen överföra den åkandes kinetiska energi in i fordonskonstruktionen utan att spricka eller tillåta sätesförskjutning som kan skada den åkande. Dessa belastningar är en storleksordning högre än dynamiska körbelastningar, och de stansade delarna i säkerhetsbältets ankare, ryggramen och glidskenans låsmekanism är alla i den primära lastvägen.
Att uppfylla alla tre lastkategorier samtidigt kräver att stämplingsprocessen levererar både dimensionsnoggrannhet och konsekventa mekaniska egenskaper - vilket är anledningen till att spårbarhet av material och tjockleksövervakning under processen är standardkrav i leveranskedjor för bilsäteskomponenter.
Flerfordonskompatibilitet och OEM-dimensionella noggrannhetskrav
En leverantör av stämpling med ett säte betjänar sällan en enda fordonsplattform. OEM-kunder och tillverkare av Tier 1-stolar köper stämplade komponenter som måste passa flera fordonslinjer, ofta med olika dimensionella kuvert, monteringskonfigurationer och krav på säkerhetsbelastning. Att hantera denna komplexitet med flera plattformar utan att öka verktygskostnaderna är en av kärnkompetenserna som skiljer kapabla stämplingsleverantörer från råvaruprocessorer.
Grunden för kompatibilitet med flera fordon är dimensionell noggrannhet på individuell funktionsnivå - inte bara övergripande delgeometri. Hålpositionstoleranser på ±0,15 mm eller snävare på monterings- och lokaliseringsfunktioner säkerställer att samma stansade del monteras korrekt i olika sätesramsarkitekturer utan att kräva manuell justering eller omarbetning. Denna noggrannhetsnivå kan endast uppnås när formen är utformad med lämpliga referensreferenser, bearbetad till snäva funktionstoleranser och validerad med en fullständig första artikelinspektion mot kundens CAD-modell före produktionsstart.
Anpassad formdesign är inte en overheadkostnad i detta sammanhang – det är mekanismen genom vilken dimensionsnoggrannhet och kompatibilitet med flera fordon uppnås. En stans designad specifikt för en dels geometri, med funktionspositioner och spelrum anpassade till delens formningskrav, kommer konsekvent att producera delar som monteras korrekt. En generisk eller modifierad form kommer att kräva pågående sortering, shimsning eller justering för att bibehålla acceptabel dimensionseffekt.
Den komplett utbud av bilstämpeldelar at SQS tillverkas av stansar designade och tillverkade internt, vilket säkerställer att dimensionskraven för varje kunds fordonsplattform är konstruerade i verktyget från början snarare än att kompenseras för i produktionen.
SQS:s integrerade form- och deltillverkningsfördel för sätesstämplingar
Den conventional supply chain for automotive seat stampings separates die manufacturing from part production: a tooling shop builds the die, qualifies it, and transfers it to a stamping house that runs production. At each handoff, information about why the die was designed a specific way — the forming sequence, the blank holder force settings, the die clearance compensation for springback — is partially lost. Production engineers optimize for throughput rather than for the part characteristics the die designer intended.
Suzhou Shuangqisi Mould Equipment Co., Ltd. driver båda funktionerna under ett tak. Samma ingenjörsteam som designar stämpelmatrisen för en sätesramskomponent driver också pressen som producerar delarna. När en dimensionsförskjutning uppträder i produktionen – eftersom det kommer att ske under en forms livslängd genom gradvis slitage – är svaret en informerad formkorrigering snarare än en processlösning. Resultatet är en jämnare delkvalitet under hela produktionsomgången och en snabbare väg till grundorsaken när avvikelser uppstår.
SQS tillverkningsinfrastruktur stöder denna integration på den precisionsnivå som bilsätesstämplingar kräver. Tråd-EDM-maskiner som kommer från Japan uppnår bearbetningsnoggrannhet inom 0,002 mm på formdetaljer, vilket säkerställer att formningsytorna som bestämmer väggtjocklek, kantkvalitet och hålposition hålls till de toleranser som delens design kräver. En pressflotta som sträcker sig från 80T till 400T täcker hela sortimentet av sätesramstämplingsgeometrier, från små fästekomponenter till helryggsramstrukturer. Med över 15 års erfarenhet av att betjäna OEM-kunder och fordonsleverantörer i nivå 1, och ett team på 60 teknisk personal som är dedikerade till formdesign, tillverkning och kvalitetssäkring, ger SQS det tekniska djupet som stämplingsprogram för sätesram kräver.
För OEM supply inquiries, custom die development, or technical specification review, contact SQS directly.
Tidigare inlägg
Metallstämpeldelar för hushållsapparater: material, precision och anpassade lösningar
Nästa inlägg
Deep Drawing Die Design: Punch, Die, Clearance & Multi-Stage Reduction Guide
Vår Produkter.
Starta ditt företag med en OEM-tillverkare här!
Ge globala kunder kompletta nyckelfärdiga lösningar
igenom
innovation!
SNABLÄNKAR
NYHETER
KONTAKTINFORMATION.
-
 +86-139 1308 8972
+86-139 1308 8972 -

-
 No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
No. 118 Yexin Road, Wujiang Economic Development Zone, Suzhou, Kina
Upphovsrätt © Suzhou Shuangqisi Mould Equipment Co., Ltd. Alla rättigheter reserverade. Anpassad stämpelmatris Tillverkare av metallstämpling
